

3.1.2. Изготовление элементов конструкции рам и кузовов, сборка каркаса
Производство рам включает изготовление лонжеронов, поперечин и их сборку. Лонжероны в зависимости от конфигурации выпускают из сортового проката или штампуют. Лонжероны из проката не имеют изгибов в продольном направлении (в плане). В поперечном сечении эти лонжероны обычно имеют форму швеллера постоянной высоты. Лонжероны переменного сечения по длине, а также имеющие изгиб в продольном направлении получают штамповкой на прессах при нагреве заготовки до 850 °С. При остывании лонжеронов следят за тем, чтобы они не покоробились. Далее лонжероны подвергают нормализации и правке по стенке и верхней полке на прессах.
Механическая обработка лонжеронов включает фрезерование полок и сверление отверстий под заклепки. Фрезерование полок осуществляют на специальных или продольно-фрезерных станках. Ввиду значительной длины лонжерона его закрепляют при фрезеровании прижимами в нескольких точках по длине. По мере подхода фрезы к месту закрепления рычаги разжимаются. Отверстия в лонжеронах и поперечинах под заклепки получают на многошпиндельных сверлильных станках или на радиально-сверлильных станках по накладным кондукторам. Для усиления отдельных частей к лонжеронам приваривают или приклепывают пластины или элементы из профильного проката.
Поперечины и кронштейны рамы изготовляют из профильного проката или листового материала путем гибки в штампах и последующей сварки. При изготовлении элементов рам применяют электродуговую сварку в среде углекислого газа. При сварке стараются избегать, чтобы сварочные швы располагались на близком расстоянии один от другого или пересекались. Поперечины из отдельных элементов сваривают в кондукторах, определяющих их взаимное положение при сварке.
Общую сборку рамы осуществляют клепкой, которая обеспечивает высокое качество сборки узлов, подверженных большим динамическим нагрузкам. Для сборки лонжеронов с поперечинами используют стенды, оснащенные устройствами для установки элементов рамы в определенное положение, их закрепления и получения заклепочных соединений.
Установку заклепок в отверстия осуществляют вручную. При диаметре стальных заклёпок до 14 мм используют холодную клепку. Для получения качественного соединения длина заклепки должна быть такой, чтобы выступала на величину, в 1,3...1,6 бóльшую диаметра стержня заклепки в зависимости от формы замыкающей головки. При диаметре стальных заклепок более 14 мм их устанавливают в горячем состоянии (1050…1100 С). Для клепки рам используют подвесные гидравлические прессы-скобы.
Усилие (в ньютонах) для образования головок стальных заклепок при холодной клепке
![]() ,
,
где Kф – коэффициент, зависящий от формы замыкающей головки (сферическая – 28,6; потайная – 26,2; плоская – 15,2); d – диаметр стержня заклепки, м; в – предел прочности материала заклепки, Па.
При клепке в горячем состоянии усилие принимают 65...80 кН на 10 мм2 площади поперечного сечения стержня заклепки. После сборки производят контроль основных размеров рамы и ее геометрической формы.
Изготовление деталей кузовов предусматривает вырубку листовой заготовки, формообразование детали, обрезку по контуру с операциями пробивки отверстий и отбортовки, контроль детали.
Заготовки простых деталей из листа вырезают на гильотинных ножницах. Для деталей сложной формы применяют специальные вырубные штампы или дисковые ножницы. При вырезке заготовок важно правильно определить форму и размеры исходной заготовки, а затем наиболее рационально расположить контуры заготовок на листе или полосе. Показателем, характеризующим степень рациональности раскроя, служит коэффициент использования материала
![]() ,
,
где f – площадь исходной заготовки детали, м2; n – число исходных заготовок, получаемых из полосы или листа; F – площадь полосы или листа, м2.
Операции формообразования являются наиболее сложными и ответственными в технологическом процессе изготовления тонколистовых деталей. Возможность получения сложных деталей штамповкой во многом определяется пластическими свойствами металла, из которых основными являются относительное удлинение, поперечное сужение, предел прочности и текучести, отношение предела текучести к пределу прочности, твердость. Чем больше относительное удлинение, поперечное сужение и меньше отношение предела текучести к пределу прочности, тем бóльшую глубину вытяжки за один переход обеспечивает материал.
Глубокой вытяжкой в несколько переходов штампуют облицовочные детали наиболее сложной формы. Число переходов определяют соотношением между поперечными размерами и глубиной детали, чтобы при вытяжке максимальные напряжения в опасных сечениях не превосходили предельного значения для штампуемого материала. Чем больше отношение глубины вытяжки к ее поперечному размеру, а также чем больше размеры фланца вытягиваемой детали, тем больше требуется переходов вытяжки. Так, при вытяжке деталей коробчатой формы за один переход радиус закругления в углах вертикальных стенок должен быть не менее 0,2 высоты детали, а радиус сопряжения вертикальных стенок и днища – не менее 6…8 толщин листа.
Формовку используют для придания жесткости тонколистовым панелям большой протяженности путем местного изменения формы заготовок. При этом на поверхности детали формуют выступы, а также параллельные или пересекающиеся ребра, образующие определенный рисунок и значительно повышающие жесткость детали.
Гибкой изготовляют несложные различного профиля детали, служащие для усиления каркаса. Важным параметром при гибке деталей является внутренний радиус гибки. Максимальный радиус гибки, при котором деталь остается согнутой (в мм),
![]() ,
,
где Е – модуль упругости при растяжении, МПа; s – толщина материала, мм; т – предел текучести, МПа.
Минимально допустимый радиус гибки
![]() ,
,
где – относительное удлинение.
Операции вытяжки, формовки и гибки осуществляют в штампах, конструкция которых определяется конфигурацией детали, содержанием операции штамповки и применяемым оборудованием. В условиях массового производства используют высокопроизводительные прессы с механизацией и автоматизацией процесса штамповки. Прессы оборудуют механизмами подачи полосового материала или заготовок в зону штампа и механизмами удаления деталей из штампов. Для штамповки отдельных деталей имеются автоматические и роботозированные линии.
Обрезку деталей по контуру выполняют для удаления оставшегося после вытяжки фланца. Операции пробивки отверстий и внутренних проемов частично совмещают с операциями формообразования и выполняют в комбинированных штампах. Чаще всего пробивку отверстий совмещают с обрезкой детали по контуру и выполняют в одном штампе. Отбортовку отверстий, проемов и кромок наружного контура деталей производят в формовочных штампах (рис. 5).

Рис. 5. Последовательность процесса штамповки верхней панели капота ГАЗ-3110:
а – вытяжка; б – обрезка по контуру и пробивка отверстий; в – формование передней стороны и отбортовка фланцев задней и боковой сторон; г – отбортовка передней стороны панели
При контроле штампованных деталей внешним осмотром убеждаются в отсутствии разрывов и трещин, гофров, царапин и задиров на поверхности. Кроме того, контролируют основные размеры и правильность геометрической формы детали.
Собирают кузовные конструкции различными видами сварки. Доля контактной сварки при сборке кузовов составляет 70...80 % общей трудоемкости сварочных работ. Для обеспечения высокой производительности и качества точечной сварки определяют оптимальные режимы процесса по формулам:
диаметр электрода (в мм)
![]() ,
,
где S – толщина наиболее тонкой из свариваемых деталей, мм;
сила сварочного тока (в А)
![]() ,
,
где i = 200...500 А/мм2 – номинальная плотность тока;
усилие сжатия электродов (в Н)
![]() ,
,
где Р = 65...115 МПа – удельное усилие на электродах. Продолжительность импульса сварочного тока принимают 0,1...0,24 с.
Свариваемые детали при сборке закрепляют в кондукторах, оборудованных фиксаторами для базирования соединяемых частей и зажимными устройствами для закрепления. При конвейерной сборке кондукторы размещают на транспортных тележках.
Организация линии сборки и сварки зависит от типа производства и конструкции кузова, принятой технологии, конструкции сборочно-сварочных приспособлений и применяемого оборудования. Так, например, на сборку и сварку корпуса кузова легкового автомобиля поступают предварительно собранные крупные узлы (см. рис. 6,а): основание 1, правая 2 и левая 6 боковины, узлы переднего 4 и заднего 5 окон, крыша 3. Главный кондуктор снабжен тележкой 9 (см. рис. 6,б), на которой закреплены узлы фиксации 8 основания 7 кузова. Тележка выдвигается из кондуктора для удобства установки основания, затем перемещается в горизонтальной плоскости и поднимается до сопряжения основания с другими узлами кузова, первоначально зафиксированными в приспособлении. Основанием приспособления служит плита 2, в центре которой имеется вырез, в котором размещают тележку 9 с основанием 7. Положение тележки определяется фиксаторами с пневмоприводом 6. На плите с двух сторон кондуктора установлены салазки 4, на которых смонтированы стойки, несущие узлы фиксации и крепления левой и правой боковин. Вся система передвигается по направляющим 5 гидроцилиндром 3. Аналогичное устройство 1 смонтировано на плите в задней части приспособления, где фиксируют узел проема заднего окна. Узел переднего окна дополнительно фиксируют съемным приспособлением и подают на сборку. Для фиксации и крепления узлов корпуса в приспособлении используют пневмозажимы.
При сборке кузова в кондукторе вначале фиксируют проем заднего окна, затем боковины и проем переднего окна. Подавая зафиксированные узлы в рабочее положение, собирают и сваривают с крышей всю оболочку корпуса. Затем подают основание с передней частью и подмоторной рамой, образующей с оболочкой корпус кузова в сборе без навесных узлов. Дальнейшую работу выполняют снаружи корпуса, где сваривают фланцевые соединения. Для автоматизации сварки корпусов применяют роботы. Перемещаясь вдоль линии сборки, роботы сваривают корпус в заданных точках.
После сварки корпуса кузова производят контроль проемов дверей, капота, багажника, окон, а также посадочных мест для установки деталей и агрегатов шасси автомобиля.
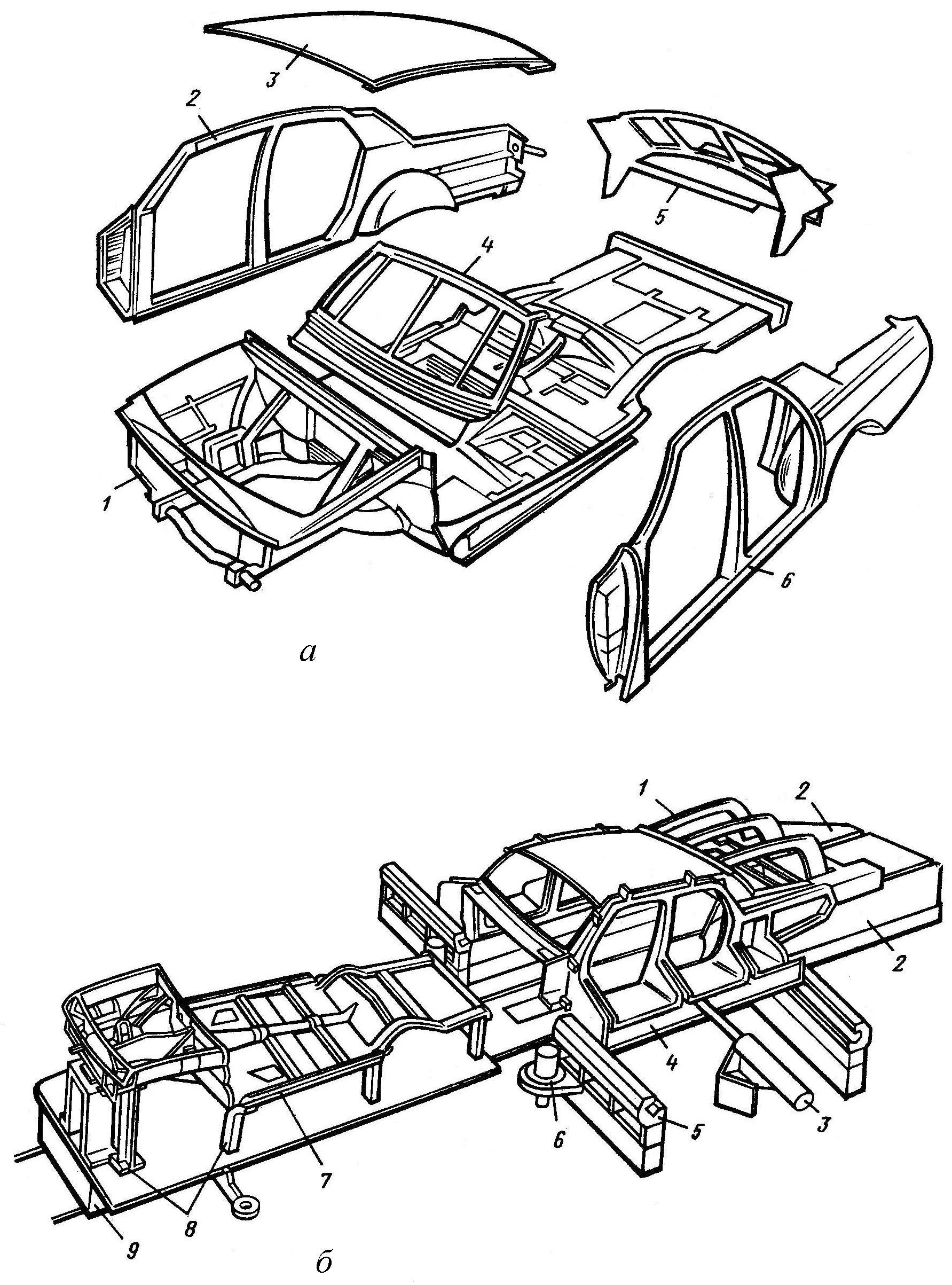
Рис. 6. Сборка корпуса кузова легкового автомобиля ГАЗ-24:
а – основные узлы корпуса кузова; б – главный кондуктор