

8.3. Расчет материального баланса
Расчет материального баланса исходя из режима работы предприятия с учетом производственных потерь и нормируемого брака
Таблица 8.2.1.
№
Наименование
п/
технологическог
Ед.
потерь
Расход материалов
о процесса
Т1
отходо
изме
п
Р-
в
В год.
В месяц
В сутки
В час
3
М
3
м
3
М
3
М
1.
Склад готовой
80000
6666,6
219,17
9,13
продукции
2.
Дробление,
%
1
560
46,66
1,53
0,06
измельчение.
Базальта
3.
Дозирование:
%
0,5
280
23,33
0,767
0,031
базальт
4.
Смеситель
%
1
560
46,66
1,53
0,06
5.
плавление
%
1
560
46,66
1,53
0,06
%
волокнообразова
1
560
46,66
1,53
0,06
6.
ние
7.
центрифугирова
%
1
560
46,66
1,53
0,06
ние
8.
формирование
%
0,5
400
33,33
1,09
0,04
9.
ковра
10.
термообработка
%
0,1
80
6,66
0,21
0,0091
%
продольная
0,5
400
33,33
1,09
0,04
11.
резка
0,5
400
33,33
1,09
0,04
поперечная резка
Итого:
8,6%
6880
573,32
18,84
0,78
8.4. Обоснование и расчет количества принимаемого оборудования
Выбор оборудования осуществляется исходя из потребной производительности для каждой операции по справочникам и каталогам. В данной работе рассчитываем количество каждого вида оборудования (Н,б) по формуле:
Коб=Пчас/Поб-Кисп, (4.5.1) где Пчас - необходимая производительность цеха или передела, т/час; Поб - паспортная производительность оборудования, т/час; Кисп- коэффициент использования оборудования (0.85-0.95).
Требование к основному технологическому оборудованию приведены в
таблице 8.3.1.

наименован ие
оборудован ия
назначение
Кол-во
едини Ц
Техническая характеристика
наименован ие
документац ии
организаци я
изготовите ль
Плавильная печь
(существую щая)
Плавление шихты
1
Площадь варочной части ванной печи (зеркало)- 31,5 м2 ; производительность до 28000 кг/сутки; удельный съем расплава до 900 кг/ м2 сутки; температура расплава:
-варочной части печи-1500± 10 С;
-в выработочной части печи-1470± 10° С.
1-97ТМ-01 1-97ТМ-02
Стекольны й завод
фидер
-фидера-1470± 1 0° С
1-
97ТМ03ТУ
Стекольны й завод
Сливное устройство
Транспорти
ровка
расплава
1
Температура расплава:
-на входе устройства- 1450±
10° С.
-на выходе из устройства 1420± 1 0° С
1-97ТМ-03ТУ
Стекольны й завод
лоток
Транспорти ровка
расплава к валку
центрифуги
1
Длина-800 мм, водоохлаждаемый регулированный по высоте
0
300мм, угол поворота- 90, перемещение по горизонтали: -вперед назад-ЗООмм; -вправо-150мм.
1-97ТМ-05ТУ
Стекольны й завод
наименование оборудования
назначение
Кол-во еден иц
Техническая характеристика
наименован ие
документац
ИИ
организаци я
изготовите ль
Центрифуга многовалковая
Получение минеральног о сырья
1
Производительность по расплаву до 3600 кг/ч
СМТ-183А
Завод строй
машина
г.Самара
Шкаф воздушный
Отдув
волокон от центрифуги и частичное формирован ие волокна
1
Производительность по расплаву до 3600 кг/час; расход воздуха до 90000 м3/ч
СМТ-184А
Завод строй
машина
г.Самара
Камера
волокноосажде ния
Формирован ие
волокнистог о ковра
1
Расход воздуха до 90000 м3/ч; разрежение -200 Па±10
Нестандартн ое
оборудовани е
ООО
«Байкальск ий базальт»
Конвейер
промежуточны
й
Направление волокнистог о волокна в камеру сушки
1
Скорость движения ковра -2000 мм.
Нестандартн ое
оборудовани е
ООО
«Байкальск ий базальт»
Сушильной камеры
Сушка минеральног о ковра.
1
Температура в сушильной камере:
-от 110° С до 300 С
СМТ-274С
Завод
механстрой
сервис.
г.Минск
Нож
поперечной резки
Поперечная резка плит заданной длины
1
Скорость движения ковра1-5 м/мин, частота вращения ножа-1500 об/мин, диаметр диска ножа 500 мм.
Нестандартн ое
оборудовани е
ООО
«Байкальск ий базальт»
Нож
продольной резки
Продольная резка плит заданной длины
1
Скорость движения ковра 1 -5 м/мин, частота вращения ножа 1500 об/мин, диаметр диска ножа 500 мм.
Нестандартн ое
оборудовани е
ООО
«Байкальск ий базальт»
Упаковочная машина
Упаковка с
использован
ием
уплотнения плит
1
Производительность максимальная 120 упаковок/час; приемная скорость конвейера 1 -5 м/мин; увеличенная скорость конвейера-25 м/мин.
25М-строй
ООО
«Базалит X»
Расчет производительности технологической линии, состоящей из камеры волокноосаждения, сушильной камеры, ножей поперечной и продольной резки и упаковочной машины выполнен при минимальной скорости конвейера при толщине мата 60 и 100 мм.
Согласно паспортным данным по комплектам оборудования скорость линии регулируется
от 1 до 5 м/мин, тогда годовая производительность линии при толщине плит 60 мм. и ширине 2* 1000мм составит:
1*60*2* 1000*365*24*60*0,92*0,9=1 *0,06*2* 1 *365*24*60*0,92*0,9=522 33,6 м3/год.,где 60 - количество минут в час.
При толщине плиты 100 мм: 1 х 100*2* 1000*365*24*60*0,92*0,9=1 *0,1 *2* 1 *365*24*60*0,92*0,9=87039,4м3/год. При толщине плиты 60 мм скорость линии должна составить 1,55 м/мин.
Следовательно при принятом диапазоне регулирования скорости линии обеспечивается проектная мощность предприятия для всех типоразмеров изделий и при скорости до 5 м/мин возможность увеличение мощности предприятия.
8.5 Расчет складских помещений.
Расчет складов сырья и топлива в настоящем проекте не выполняется, т.к. строительство дробильно-сортировочного отделения осуществляется по отдельному проекту и на отдельной площадке, а хранение топлива производится в существующем мазутохранилище, обеспечивающем нормативный запас топлива. Расчет склада готовой продукции.
Согласно арендного договора в производственном корпусе выделяется для
2
хранения готовой продукции площадь размером в плане 24*36 м, т.е. 864 м при минимальной необходимой по нормам 5 суток:
80000*5*1,5*0,08 = 2035м2, 262*0,02*4,5 27
- Ъ9-
Где 80000 - годовая проектная производительная мощность; 5 - запас хранения, в днях; 1,5 - коэффициент, учитывающий проходы;
з
0,08 - плотность плит, в т/ м;
262 - расчетное количество суток в год по отгрузке; 2 - высота хранения, в местах;
0,02 - расчетная норма распределенных поверхностных нагрузок на 1
2 2
м площади складирования при высоте укладки плит 1м, в т/ м;
Исходя из расчета, отведенная под складирование готовой продукции площадь обеспечит запас хранения 2 суток, что потребует разработки графика реализации продукции. Склад оборудуется кран-балкой и конвейером для подачи матов на железнодорожную рампу.
8.6 Расчет потребности в технологическом транспорте.
Для доставки сырья от месторождения до предприятия проектом предусмотрено использование автомобилей самосвалов. Расстояние перевозки 200 км, тогда при грузоподъемности самосвала 10 тонн потребуется:
80000*0,08*1,1*16
= 1,99 , принимаем 2 автомобиля самосвала
10*262*24*0,9
Где 80000 - годовая проектная производственная мощность;
з
0,08 - плотность прошивных матов, в т/ м; 5 - запас хранения, в днях;
1,1 - коэффициент, учитывающий потери сырья;
16- продолжительность рейса автомашины, час;
10 - грузоподъемность автомашины, час;
262 - расчетное количество суток в год автотранспорта;
0,9 — коэффициент технической готовности автотранспорта.
-ко-
Теплотехнический расчет стекловаренной печи.
^/ Д. ЗЗЗ.О8.О.3.306.ОООО.П.З
Изм.
Лист
№ докум.
Подпись
Дата
Разраб.
Шаланго О.Н
Реконструкция Улан-Удэнского стекольного завода под производство полужестких теплоизоляционных
Т1ЛИТ
Лит.
Лист
Листов
л
А А
КОЗ
Проверил
Чимитов А.Ж
4
к •
ВСГТУ 333-1гр.
Н. Контр.
ДамдиноваД.Р.
1
' \
Утверд.
Заяханов М.Е. ,
Г
Расчет стекловаренной печи для получения расплава базальта
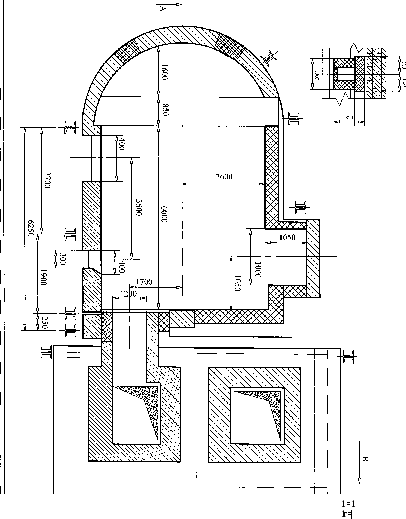
Рис 1. Ванная печь для расплава базальта.
-А2--
Теплотехнический расчет стекловаренной печи.
При работе печей периодического действия различают стадии разогрева, собственно варки, студки и выработки. Расход топлива является максимальным. Температура отходящих газов и подогретых горючего газа и воздуха к началу разогрева низкие, а затем они постепенно повышаются. К концу варки и стадии осветления расход топлива значительно уменьшается, а температуры отходящих газов и подогрев газа и воздуха являются высокими.
В печах непрерывного действия режим стабилен. В соответствии с режимом варки расчет стекловаренной печи слагается, в случае периодического ее действия из следующих элементов: определение размеров печи, расчет горение топлива, расчет распределения температур в кладке печи в отдельные периоды, составления тепловых балансов и определения расхода топлива, расчет горелок, регенераторов или рекуператоров, клапанов и каналов, определение сопротивлений на пути движения газов и размеров тяговых устройств.
Высота рабочей камеры определяется высотой горшка и окна для выработки, а также подъемом свода.
Высота окружки принимается равной высоте горшка (500-700 мм). Для
о
удобства ручной выработки предусматривается уклон окружки 8 5 и
о
простенков между окнами 7 0 . Высота рабочих окон составляет 300-450 мм,
1 1
подъём свода- / 2 - / ю пролета.
Горение топлива рассчитывают с учетом минимального избытка
воздуха
( СХ= 1.1-1.2). В период выработки избыток воздуха увеличивается (а=1,5-2,0).
Расчет стекловаренной печи для расплава базальта.
3
Производственная мощность 80 ООО м /год.
з
С учетом материального баланса на производство 80 ООО м/год
теплоизоляционного материала на базальтовом волокне, требуется расплавить 10 ООО тонн базальта в год.
-на 1 месяц 833,3 тонны базальта.
-на 1 сутки 27,39 тонны базальта. Определение размеров рабочей камеры ванных печей в соответствии с режимом работы агрегат и необходимые его производительности при этом конструкций и режимом часто основываются на практических данных. В этих случаях пользуются данными о допустимом удельном съеме стекломассы, установленном на практике. Если допустимый удельный съем с
2
1 м зеркала варочной части в единицу времени, на пример в сутки,
2
составляет к=кг/м и требуется сварить в сутки О кг стекломассы, то
2
необходимая площадь Р м варочной части определяются из выражения:
Г ~ м )
2
где 900 кг - удельный съём с 1 м варочной части.
Потребного для варки стекла и покрытия потерь бассейном в окружающую среду, составляет:
ЦваР= 8000 ккал/кг. С>вар= 80 000 ккал/кг.
Если количество тепла, потребного для варки стекла и покрытия потерь бассейном в окружающую среду, составляет с]вар ккал/кг и при
определенной температуре газов в печи воспринимается зеркалом (2вар ккал/час, то потребная площадь собственной варочной части составляет:
м )
^вар- количество воспринимаемого стекломассой тепла в ккал/ м час,
Цвар - количество тепла, требуемого для нагрева проваренной и циркулирующей массы (с учетом потерь тепла в окружающую среду) в ккал/кг.
Ь &чк> г А* г- - <ч г =■ {С*
01= с*т*&1;
с- теплоемкость базальта,
т - производительность кг/час,
о
бХ -температура для расплава (1450-20 С) 01= 0,9 • 1чЗО - ЗГ2ГО?Зо«*ча/л*
тепло необходимое для расплава базальта.
(}общ.= 01+ Опотери + О потери в +0,05* С>1+0,1 5 С>общ.
через стены в трубу
Опотери находим по формуле.
через стены с* ей «к
где 1в.н - температура в печи.
1в.з - температура воздуха в цехе.
^ _____ Л_
^■г.2- 2., &-\/ 5~0- 17- . у к
2.2^5-2,2 "

Механическое оборудование-Многовалковая центрифуга.
Д. 330.0 .0. .106.0000.П.З
Изм.
Лист
№ докум.
Подпись
Дата^
Разраб.
Шаланго О.Н
^Реконструкция Улан-Удэнского стекольного завода под производство
Лит.
Лист
Листов
Проверил
ДамдиноваД.Р.
» ; с%?.
полужестких теплоизоляционных плит
ПСМИ ВСГТУ 333-1гр.
Н. Контр.
ДамдиноваД.Р.
сГ'" !.
Утверд.
Заяханов М.Е. '
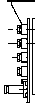
Центрифуга многовалковая СМТ 183А
Наименование показателя значение
Производительность (по расплаву), кг/час, в пределах 2 000-3 600 Количество валков, шт. 4
Диаметр валков, мм. Валок Ы / Валок Ь2 235 / 340 Скорость передвижения центрифуги, м/сек. 0,12 Расход воды на охлаждение валков, л/час, не более 4 080 Установленная мощность, кВт 53,25
Удельный расход электроэнергии, кВт/(кг/час) 0,027-0,015 Габаритные размеры (длина х ширина х высота) не более, мм 1 860 х 1 960 х 1 255
Масса, кг, не более 2 980
Масса стержневой загрузки, кг 8 250
Удельная масса, кг/(кг/час) 0,82-1,49
Габаритные размеры шкафа управления (длина х ширина х высота), мм 1 340 х 360 х 2 000
Масса шкафа управления, кг 277 Напряжение питания, В 380
Центрифуга многовалковая СМТ 183А предназначена для получения минерального волокна из шлаковых и каменных расплавов методом центрифугирования.
Центрифуга входит в состав оборудования технологических линий по производству минеральной ваты и изделий из нее и устанавливается в закрытых помещениях с положительной температурой.
Вид климатического исполнения центрифуги - УХЛ4 ГОСТ 15150. Для своевременного и качественного техобслуживания центрифуги в технологической линии должны работать как минимум две центрифуги: одна в рабочем режиме, другая в режиме техобслуживания.
Центрифуга состоит из тележки с приводом передвижения, шпинделей с валками ( 4 шт.) и электродвигателей вращающих их, электрооборудования и пневмооборудования (установки смазки шпинделей).
Центрифуга СМТ 183А-01 дополнительно комплектуется шкафом управления центрифугой.
Смазка подшипниковых узлов шпинделей осуществляется централизованно масляным туманом.
Охлаждение валков осуществляется с помощью воды поступающей из цеховой магистрали. Температура воды контролируется на выходе из шпинделей с помощью датчиков.
Для погашения вибраций от вращения шпинделей последние устанавливаются на амортизаторах.
Работа центрифуги осуществляется в следующем порядке: Ввести центрифугу в восьмерку воздушного шкафа. Подать смазку подшипниковым узлам шпинделей. Подать воду в валки. Включить последовательно привода шпинделей. Направить струю расплава с лотка на первый валок.
Образующиеся волокна отдуваются от валков с помощью воздушных систем воздушного шкафа.
-5" О-

Технические требования
I. Производительность(по расплаву)
\
«л
1
|
|
+ |
|
|
|
|
о |
|
+ |
|
+ я |
|
|
|
о |
|
|
|
|
|
|
+ |
6 + |
5

3-
Технологическая часть проекта
|
|
|
|
|
|
Д. 330.0 .04.00.106.0000.П.З | |||
|
|
|
|
|
/ | ||||
|
Изм. |
Лист |
№ докум. |
Подпись |
Д^а | ||||
|
Разраб. |
Шаланго О.Н. |
|
|
^Реконструкция Улан-Удэнского стекольного завода под производство полужестких теплоизоляционных плит |
Лит. |
Лист |
Листов | |
|
|
|
л / |
|
|
|
| ||
|
Проверил |
Беппле Р. Р. |
|
|
ПСМИ ВСПГУ 333-1гр. | ||||
|
Н. Контр. |
ДамдиноваД.Р. |
|
| |||||
|
Утверд. |
Заяханов М.Е. | |
г |
| |||||