

ТСМ II
.pdfУчреждение образования «БЕЛОРУССКИЙ ГОСУДАРСТВЕНЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
А. А. Сакович
ТЕХНОЛОГИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Часть II
Тексты лекций для студентов специальности:
1-36 07 01 02 «Машины и оборудование предприятий строительных материалов и изделий»
Минск 2015
1
Содержание |
|
Основы технологии производства в технологии ТНиСМ .................................. |
3 |
Характеристика печных агрегатов ...................................................................... |
11 |
Технология производства гидравлических вяжущих веществ......................... |
13 |
Основы технологии производсства керамических изделий ............................. |
30 |
Технология исскуственных заполнителей.......................................................... |
54 |
Технология производства газосиликатных блоков ........................................... |
59 |
Высокотемпературные процессы при получении стекла ................................. |
62 |
Технология производства силикатного кирпича ............................................... |
84 |
Защита окружающей среды в технологии ТНиСМ .......................................... |
89 |
2
РАЗДЕЛ №11. Основные технологии производства тугоплавких неметаллических и силикатных материалов.
Технология воздушных вяжущих веществ.
100 млн. т. в год в мире заготавливается гипсовых вяжущих, 50% в цемент – в качестве регулятора схватывания, 30-40% гипсовых, 10% - высокообжиговые, 1%- формовочные, медицинские.
Классификация гипсовых вяжущих:
1) вяжущие состоящие из CaSO4·0,5H2, по способу получения:
а) получаемые низкотемпературной сушкой (барабанная сушилка); б) получаемые в гипсоварочных котлах; в) получаемые в автоклафах и демпферах; г) варкой в жидких средах.
2)безводные гипсовые вяжущие СaSO4 (ангидритовые);
3)композиционные гипсовые вяжущие (гипс + другие минеральные компоненты).
2)по режиму тепловой обработки:
а) низкообжиговые (130-1700С)(медицинский, строительный,
формовочный, высокопрочный гипс); б) высокообжиговые (более 6000С)(ангидритовые (700-6000С), эстрих-
гипс(800-10000С)).
Все сырье подразделяется на:
- природное; - техногенное.
Природное: алебастр, гипсовый шпат, ангидрит. Техногенное сырье:
а) фосфогипс – отход производства экстракциооной фосфорной кислоты;
б) борогипс – отход производства борной кислоты; в) цитрогипс - отход производства уксусной кислоты.
Основными продуктами дегидратации СaSO4 является: полуводный гипс,образование которого в виде α или β модификации зависит от условий тепловой обработки.
α-полугидрат образуется при обработке двуводного гипса выше температуры 97-115 0С, в среде насыщенного пара и в воде или растворах некоторых солей, т. е. в условиях, при которых вода удаляется в капельножидком состоянии.Он кристаллизуется виде хорошо образованных
крупных плотных призматических игл или призм(α-CaSO4·0,5H2O – высокопрочный гипс).
β-полугидрат получается при нагреванииобычного дигидрата при температуре 100-160 0С, при удалении из него воды в виде перегретого пара. Он состоит из мельчайших агрегатов плохо выраженных кристаллов,
3
вследствие чего его частички приобретают структуру со значительной развитой внутренней поверхностью (удельная поверхность β-полугидрата в 2-2,5 раза выше, чем у α).
При нагревании β полугидрата при температурах 170-180 0С, а α полугидрата при 200-210 0С, теряется остальная кристаллизационная вода и они переходят в β и α обезвоженные полугидраты.
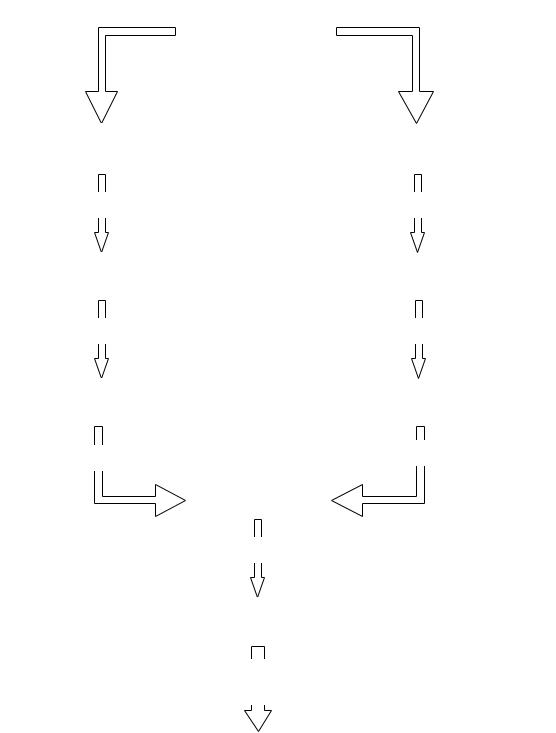
Схема условий образования модификаций водного и безводногосульфата кальция.
t = 115 0C |
Двугидрат сульфата |
t = 107 0C и более |
|
кальция |
|
|
(двуводный гипс) |
|
|
CaSO4·2H2O |
|
α-полугидрат сульфата |
|
|
|
|
β-полугидрат сульфата |
|||||||||||||
кальция α-CaSO4·0,5H2O |
|
|
|
|
кальция β-CaSO4·0,5H2O |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
t = 210…2200C |
|
|
|
|
|
|
|
|
t = 170…1800C |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
α-обезвоженный |
|
|
|
|
|
|
|
|
|
β-обезвоженный |
|
|
||||
|
|
|
полугидрат |
|
|
|
|
|
|
|
|
полугидрат |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t >2200C |
|
|
|
|
|
|
|
|
|
|
|
|
t = 320…3600C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
α-растворимый |
|
|
|
|
|
|
|
|
|
β-растворимый |
|
|||||
|
|
|
ангидрит |
|
|
|
|
|
|
|
|
|
|
|
ангидрит |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
t = 450…8000C |
||
|
|
t = 350…800 |
0 |
C |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
Нерастворимый |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
ангидрит |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
t = 800…10000C |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
Эстрих-гипс |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CaSO4 + CaO |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
t = 14500C – |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
плавление |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4
При повышении температуры до 320-360 0С у β и до 220 у α модификации происходит изменение кристаллической решетки и они переходят в α и β растворимые ангидриты, которые отличаются от полугидратов большей водопотребностью, быстрым схватывание и пониженной прочностью.
При дальнейшем нагревании в интервале температур 360-800 0С водные и безводные модификации сульфата кальция при полной перестройке кристаллической решетки переходят в нерастворимый ангидрид. Он трудно растворяется в воде затворенный водой практически не схватывается и нетвердеет.При нагревании в интервале 800-1000 0Снерастворимый ангидрид разлагается на СаО, SO2 и O2.
Таким образом полученный продукт состоит из нерастворимого ангидрита и небольшого количества оксида кальция – его называют эстрихгипсом.
Под каталитическим воздействием СаОэстрих-гипс приобретает свойства вновь схватываться и твердеть.
Свойства гипсовых вяжущих на примере низкообжиговых гипсовых вяжущих.
1)Прочность или марка – определяется на образцах палочках 40×40×160 через 2 часа после растворения вяжущего водой. Марки:
Г2,Г3,Г4,Г5,Г6,Г7,Г10,Г13,Г16,Г19,Г22,Г25.
2)Тонкость помола – характеризуется остатком на сите №02.
I)Грубого помола – не более 23%; II) среднего – не более 14%; III)тонкого – не более 2%.
3) Сроки схватывания, в мин:(прибор – Вика)
А – быстротвердеющие – начало схватывания не ранее 2 мин. не позднее 15 мин;
Б – нормальнотвердеющие– не ранее 6 не позднее 30 мин.; В – медленнотвердеющие – не ранее 20 конец не нормируется. 4) Водопотребность:
Это количество воды которое необходимо для получения растекаемости гипсового вяжущено диаметром 180±5 мм. по прибору Стуттарда.У β модификации 50-70% потребность у α 30-40%.
5) Водостойкость (или водоустойчивость) – строительных материалов обычно характеризуетсякоэффициентом размягчения.Это отношение прочности материала в водонасыщеном состоянии к его прочности в сухом состоянии.
Материал считается водостойким, если коэффициент размягчения превышает 0,75.
Коэффициент размягчения литых изделий и строительного гипса 0,35- 0,4 из высокопрочного 0,4-0,5.
5
6)Деформативность – т.е. способность увеличиваться в объеме при твердении.Наименьшее расширение у β-полугидрата – 0,05-0,15.Наибольшее
урастворимого ангидрита 0,7-0,8.
7)Всасывающая способность.
8)Другие свойства.
Гипсовые вяжущие характеризуются незначительной адгезией к заполнителям (песок, шлак, костра, древесная щепа). Гипсовые изделия обладают высокой огнестойкостью из-за низкой теплопроводности
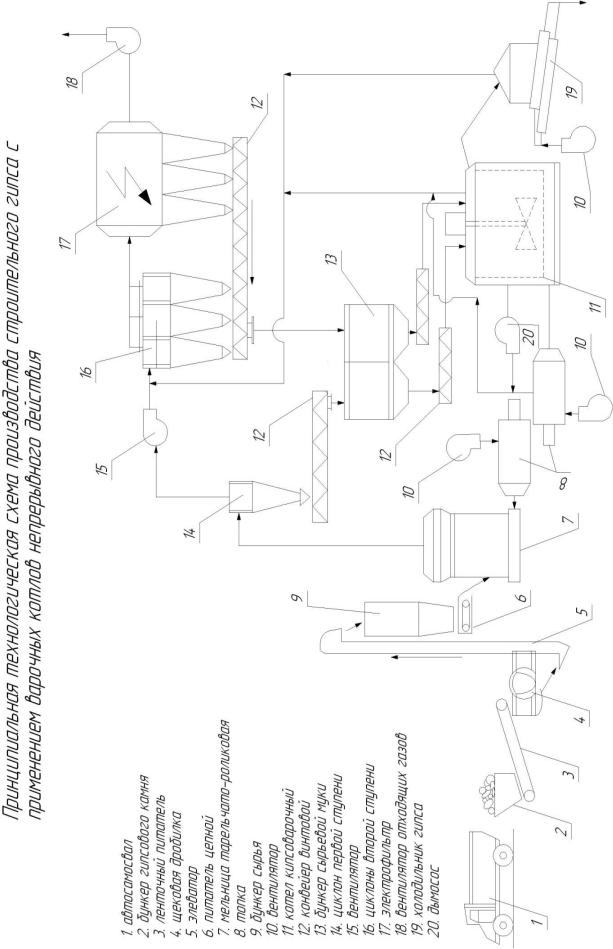
Принципиальная технологическая схема получения строительного гипса с применением варочных котлов непрерывного действия.
В рассматриваемой технологической схеме помол гипсового сырья производится в тарельчато-роликовой мельнице непрерывного действия, измельченный продукт из которой воздушным потоком направляется в циклон первой ступени, затем винтовой конвейер, а далее в бункер сырьевой муки 13.Тонкие частицы гипса улавливаются в циклонах 2-ой ступени и в электрофильтре 17 и направляются так же в бункер 13 сырьевой муки, подача гипсового порошка, в гипсоварочный котел, осуществляется с помощью винтовых конвейеров в непрерывном автоматизированном режиме, длительность пребывания материала в аппаратах регулируется режимом загрузки и выгрузки в зависимости от температур гипса на выходе из котла. Вследствие непрерывного поступления в котлы свежего гипсового порошка в них в течение всего процесса тепловой обработки поддерживается постоянная и высокая степень насыщения окружающим материал воздуха водяными парами, что приводит к улучшению модификационного состава и свойств гипсового вяжущего.
6
7

Анализ технологических схем производства гипсовых вяжущих.
Они |
отличаются |
по |
типу |
основного |
технологического |
||
оборудования(аппарата). |
|
|
|
|
|
||
1) |
варочные котлы; |
|
|
|
|
|
|
|
|
|
α |
|
|||
2) |
сушильные барабаны; |
|
|
|
|||
|
|
|
|
||||
|
|
|
|
||||
3) |
гидротермальные установки или автоклавы; |
β |
|||||
4) |
реакторы для варки в жидкой среде. |
||||||
|
|
||||||
Производство строительного гипса из природного гипсового сырья состоит из следующих операций: дробления; сушки; помола и обжига, или обжига и помола (в зависимости от порядка выполнения этих операций имеются 3 технологические схемы производствастроительного гипса):
1)предварительная сушка и измельчение гипсового камня в порошок необходимой дисперсности с последующей дегидратацией гипса в различных обжиговых аппаратах.
2)обжиг гипса в виде кусков различных размеров в разных печах с измельчением полугидратов в порошок после обжига
3)совмещение операций сушки помола и обезвоживание двугидрата в мельнице.
Твердение строительного гипса.
CaSO4·0,5H2O + 1,5H2O → CaSO4·2H2O + Q
Твердение вяжущего заключается в постепенном превращении пластичного теста в камнеподобную массу.
Процесс твердения можно разделить на 3 периода:
1)подготовительный – полугидрат растворяется с образованием насыщенного раствора;в растворе полугидрат гидратируется, в следствии того, что растворимость дигидрата ниже.
2)коллоидация – происходит непосредственное присоединение воды к твердому телу (топохимически), в результате чего возникает большое количество коллоидных масс, в этот период гипсовое тесто схватывается.
3)кристаллизации – происходит перекристаллизация мелкокристаллических коллоидных частиц гипса в крупнокристаллические, как более термодинамически устойчивые, что сопровождается временным падением прочности. Затем происходит высыхание закристаллизованной системы, что приводит к увеличению прочности из-за увеличения скольжения отдельных кристаллических образований относительно друг друга.
8
Классификация известковых вяжущих
1. По назначению:
-строительная – в строительстве;
-технологическая (в производстве сахара, металлургический завод и
т.д.).
2. По способу твердения:
1)Воздушная –это продукт обжига карбонатного сырья (CaCO3), преимущественносостоящий восновном из CaO;
2)Гидравлическая известь – это продукт обжига карбонатного сырья загрязненного глинистыми примесями и кроме СaOв ее составе имеются: силикаты, алюминаты, ферриты кальция.
3.По виду обработки обожженного продукта: А) комовая негашеная известь (кипелка); Б) негашеная молотая известь; В) гашеная известь (пушенка);
4.По содержанию воды, т. е. количеству H2O используемого при гашении извести:
А) пушенка(количество воды без избытка); Б) известковое тесто (избыток воды 200-250%);
В) известковое молоко (содержание CaO 10-15%).
5.По пластичности:
А) жираная известь; Б) тощая известь.
6. По содержанию MgO: А)маломагнезиальное (MgO до5%); Б) магнезиальное (от 5-20%); В) Доломитизированное(20-40%). 7. По экзотермичности:
-низкоэкзотермичная(температура гашения менее 700С);
-высокоэкзотермичная(более700С).
8. По времени гашения:
-быстро гасящаяся(до 8мин);
-средне гасящаяся(8-25 мин);
-медленно гасящаяся(свыше25 мин). 9. Прочность не регламентируется.
Подготовка сырья к обжигу
Технология подготовки сырья к обжигу определяется двумя основными факторами:
1)Физическими свойствами сырья;
2)Типами печного агрегата для обжига извести.
Можно выделять три типа печного агрегата:
9
1)Шахтные печи – обжигается кусковой материал диаметр 60-120мм;
2)Вращающиеся печи – куски в виде щебня или виде сырьевого шлама;
3)Печь кипящего слоя – порошкообразный продукт.
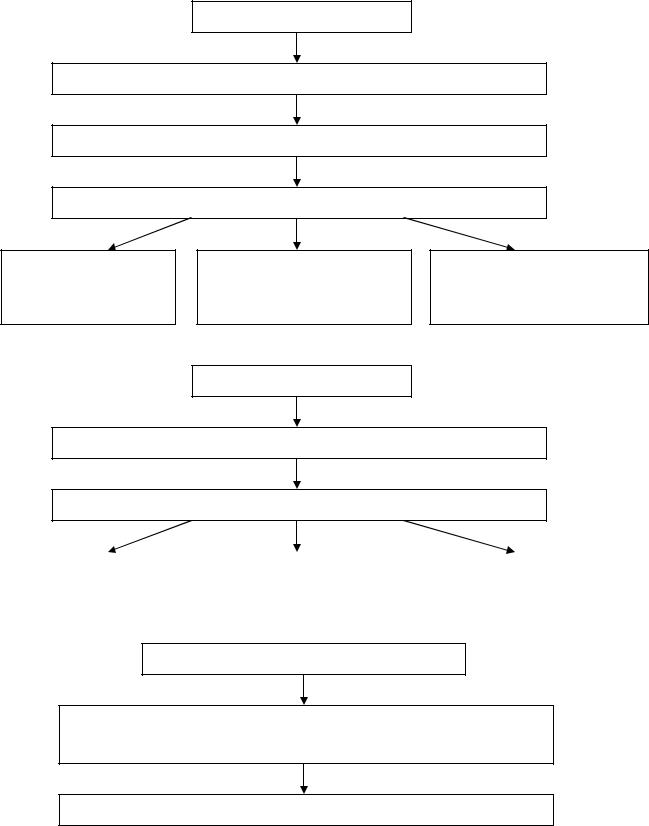
Блок схема подготовки сырья:
1-ая схема
Плотный известняк
Первичное дробление (щековая дробилка)
Вторичное дробление (щековая или конусная дробилка)
Классификация (виброгрохот)
Фракция 60-120 |
Фракция 20-40 |
Фракция меньше 20 |
(в шахтную печь) |
(во вращающуюся печь) |
(на помол и в печь |
кипящего слоя)
2-ая схема
Плотный мел
Дробление (щековая или конусная дробилка)
Классификация (виброгрохот)
Крупную не |
|
Фракция 20-40 |
|
Фракция меньше 20 |
выделяют |
|
(во вращающуюся печь) |
|
(в печь кипящего слоя) |
|
|
|
|
|
3-я схема
Мел рыхлый (переувлажненный)
Размучивание в воде до влажности 40% (глиноболтушка или мельница самоизмельчения типа гидрофол)
Вращающаяся печь
10