

7.2.4. Циркуляция ванны
Циркуляция ванны, возникающая во время продувки в результате действия кислородных струй и потока пузырьков СО, которые выделяются из ванны, интенсифицирует массо- и теплообмен, ускоряя процессы окисления, рафинирования, нагрева металла и расплавление стального лома.
Под фурмой высокоскоростные потоки кислорода, которые захватывают капли металла и шлака, направлены вниз. Это так называемая «зона продувки». Остальную часть ванны называют зоной циркуляции, в которой на границе зоны продувки циркуляционные потоки направлены вверх; это результат того, что из-за увеличенной концентрации кислорода здесь происходит более интенсивное окисление углерода и формируется усиленный поток пузырьков СО. Так как контур циркуляции должен быть замкнут, у стенок конвертера металл движется вниз.
В начале и в конце продувки, когда скорость окисления углерода и выделение пузырьков СО значительные, циркуляционные потоки ослаблены и интенсивность перемешивания ванны недостаточная.
7.2.5. Добавка компонентов, образующих шлак
Сыпучие компоненты, образующие шлак, загружают при помощи автоматизированной системы, которая состоит из бункеров для хранения материалов, питателей, весов и лотков, по которым материалы ссыпаются в горловину конвертера. Система обеспечивает загрузку сыпучих материалов без остановки продувки по программе, заданной оператором с пульта управления конвертером.
Структура системы подачи сыпучих материалов и ферросплавов, а также оборудование системы беспрерывно усовершенствуется.
Загрузку добавок в конвертер можно выполнять по таким схемам:
до заливки чугуна в конвертер 100 % на скрап;
до заливки чугуна в конвертер 50 % под чугун или скрап, остаток дают в ходе продувки;
режим завалки — «доводка» в процессе продувки (первую самую большую порцию загружают в начале продувки, остаток порций (2—3) — во время продувки);
загрузка мелкими равномерными порциями по ходу продувки (режим «посыпания»); количество порций может быть до 10, это определяется составом оборудования и числом автоматических весов-дозаторов тракта подачи шихтовых сыпучих материалов.
В цехах старой постройки возможны только первые две схемы.
Наиболее часто используют такой порядок загрузки компонентов, образующих шлак: в первую порцию входит ½ — ⅔ сыпучих компонентов (известь с плавиковым шпатом, иногда с добавлением руды, окалины, окатышей, бокситов); остальное добавляют несколькими порциями на протяжении первой трети длительности продувки. Сыпучие материалы добавляют в конвертер в измельченном виде (до фракции 20—25 мм).
7.2.6. Контроль температуры металла и отбор проб
Для того чтобы получить на момент окончания продувки заданный химический состав и температуру, по ходу плавки можно осуществлять измерения температуры металла, а также выполнять отбор проб металла и шлака. С этой целью конвертерные печи оборудуют специальными фурмами (термозондами). Они являются неотъемлемыми элементами оборудования современного кислородного конвертера. Результаты измерений, выполненных за 2—3 минуты до завершения продувки, используются для остановки продувки при определенном составе и температуре металла.
Зондовые устройства вводят в конвертер или через окно кессона параллельно кислородной фурме, либо через отверстие в шлемной части конвертера под некоторым углом к вертикали (рис. 7.1).

Рис. 7.1. Введение зонда:
а — через окно кессона; б — через шлемную часть конвертера
В комплекте с зондовым оборудованием применяют датчики температуры, датчики температуры вместе с приспособлением для отбора пробы металла, датчики температуры с определением содержания углерода, датчики температуры и окисления.
На рис. 7.2 представлено специальное оборудование для конвертера емкостью 350—400 т. Оборудование располагается на специальной площадке сверху здания цеха. Масса такого оборудования около 57 т, в том числе масса собственно измерительной фурмы с охлаждающей водой 47 т. Время замера температуры составляет 140 с.
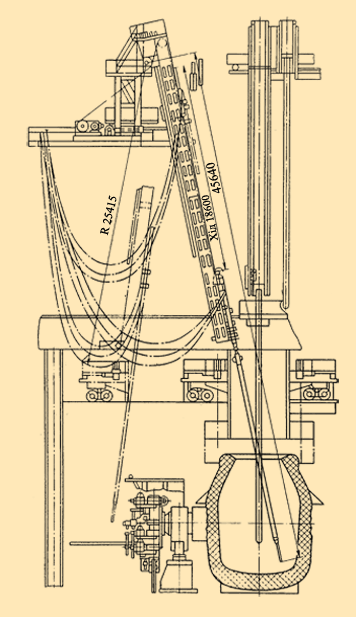
Рис. 7.2. Приспособление для замера температуры и отбора проб металла без наклона конвертера
В тех цехах, где отсутствуют термозонды, отбор проб и измерение температуры выполняют во время наклона конвертера (рис. 7.3). Наклон возможен только после прекращения продувки, поэтому промежуточный наклон является нежелательной операцией, потому что это безусловно снижает производительность конвертера.
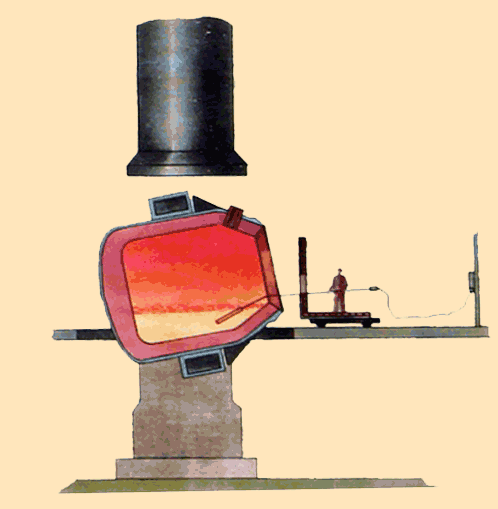
Рис. 7.3. Измерение температуры металла в конвертере
Если так получилось, что для получения содержания углерода, соответствующего определенной марке стали, необходимо продолжить продувку еще некоторое время, то конвертер вновь возвращают в вертикальное положение и возобновляют продувку. Эту дополнительную операцию иногда называют передувкой или додувкой; она обычно продолжается несколько секунд.