

2.2.2 Розрахунок опорних роликів
Визначаємо навантаження діючу на один опорний вузол
Загальна маса барабана складає 15000кг.
Навантаження на одну опору
 ; (2,38)
; (2,38)
 ; (2,39)
; (2,39)

GМАТ – маса матеріалу (глини), який знаходиться в барабані.
Час перебування матеріалу в барабані (під час сущіння) складає 44,7 хв. Продуктивність складає 6 т/год. Значить протягом години в барабані здійснюється 1,3 циклу проходження матеріалу через барабан. Таким чином в сушильному барабані знаходиться:


Реакція опорного ролика
 ; (2,40)
; (2,40)
де K = 2 - кількість опорних роликів,
 =
300
- оптимальне значення кута, заключеного
між вертикальною вісю і направленям
сили Т
=
300
- оптимальне значення кута, заключеного
між вертикальною вісю і направленям
сили Т
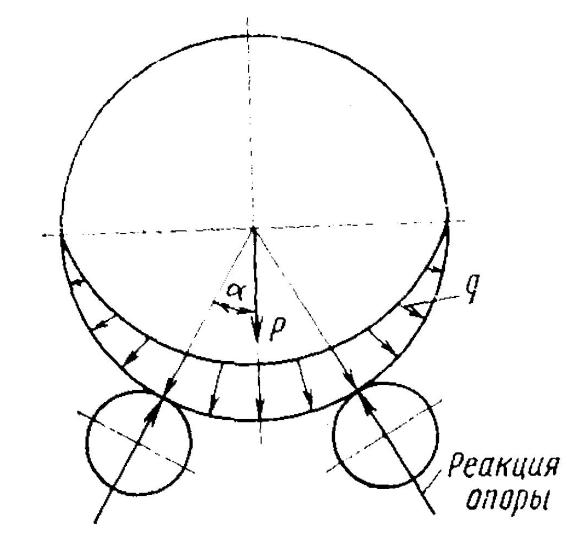
Удільне навантаження на одиницю довжини образуючою циліндра
Р = 2000...2400 Н/мм
Ширина бондажу
ВБ
=
 ; (2,41)
; (2,41)
ВБ
=
Конструктивно приймаємо ширину бандажа
ВБ = 100 мм
Ширина опорного ролика
 , (2,42)
, (2,42)
де L = 1250 мм - відстань даного ролика від нерухомого бандажа між опорними роликами.
 мм
мм
Приймаємо
ширину опорного ролика

Визначаємо діаметр сталевого ролика за емпіричною формулою
 , (2,43)
, (2,43)
Т - навантаження на ролик,
ВБ = 10 см - ширина бандажа

Так як
 , (2,44)
, (2,44)
де
 - зовнішній діаметр бандажу
- зовнішній діаметр бандажу
Приймаємо
 = 1600 мм
= 1600 мм
 (2,45)
(2,45)


Приймаємо
 мм.
мм.
2.2.3 Розрахунок осі опорного ролика
Розмір осі встановлюємо, виходячи з конструктивних міркувань досвіду прокатних організацій і базових підприємств.
Для розрахунків: Т = 55500 Н, сила прикладена по середині осі симетрично по відношенню до опор А і В. Усі сили діють в одній площині. Визначено опорні реакції. Розглянемо балку на двох опорах в стані рівноваги.
Рисунок 2.1 Розрахункова схема визначення параметрів осі опорного ролика.

 , (2,46)
, (2,46)

 =
= , (2,47)
, (2,47)
 H
H
Оскільки балка завантажена однією силою, симетрично по відношенню до опор, то
 Н
Н
Епюра згинальних моментів має вигляд (рисунок 2.1)
При z = a
 , (2,48)
, (2,48)
 Н*м
Н*м
Вісь працює тільки на вигин. Небезпечний перетин знаходиться в точці дії максимального згинального моменту.
Діаметр осі в небезпечному перетені
 , (2,49)
, (2,49)
де
-
 Н*мм
Н*мм
 =
50...60 Н/мм2
- допустима напруга на вигин.
=
50...60 Н/мм2
- допустима напруга на вигин.
 мм
мм
Приймаємо d = 90 мм.
Під
підшипником приймаємо
 мм.
мм.
2.2.4 Перевірка довговічності підшипників опорного ролика
Намічаємо для установки підшипники радіальні сферичні двохрядні роликові середньої широкої серії номер 3620: d = 100 мм; D = 215 ; B = 73; C = 363000 H; C0 = 417000 H.
Еквівалент навантаження
 , (2,50)
, (2,50)
де
 ;
;
 -
коефіцієнт при обиртанні наружного
кільця;
-
коефіцієнт при обиртанні наружного
кільця;
 -
коефіцієнт безпеки;
-
коефіцієнт безпеки;
 -
коефіцієнт температури.
-
коефіцієнт температури.
 Н
Н
Розрахункова довговічність, млн. об
 , (2,51)
, (2,51)
 млн.
об.
млн.
об.
Розрахункова довговічність, ч
 , (2,52)
, (2,52)
 ч
ч
2.2.5 Перевірка шпонкової сполуки
Перевіряємо шпонкове з'єднання валу двигуна з муфтою.
Шпонкове з'єднання перевіряєм на напруження зминання.
 , (2,53)
, (2,53)
де
 крутний момент на валу двигуна;
крутний момент на валу двигуна;
 , (2,54)
, (2,54)
 Н*м
Н*м
 мм
- діаметр валу двигуна, мм;
мм
- діаметр валу двигуна, мм;
 мм
- ширина шпонки, мм;
мм
- ширина шпонки, мм;
 мм
- висота шпонки, мм;
мм
- висота шпонки, мм;
 мм
- довжина шпонки, мм;
мм
- довжина шпонки, мм;
 мм
- глибина шпонкового пазу на валу двигуна,
мм;
мм
- глибина шпонкового пазу на валу двигуна,
мм;
 МПа
- для сталевої шпонки.
МПа
- для сталевої шпонки.

2.3 Змащення вузлів тертя. Карта змащення
Для забезпечення нормальної роботи сушильного барабана, помірного зносу його деталей і вузлів, необхідно забезпечити хорошу і своєчасну змащення всіх тертьових поверхонь. Наявність мастила забезпечує зниження тертя і зносу деталей, зменшення витрати енергії на роботу механізмів агрегату, сприяє зниженню тепла і продуктів зносу дотичних поверхонь. Основними деталями і вузлами сушильного барабана, які при роботі відчувають великі навантаження і потребують регулярної мастилі є: роликові опори, механізми приводу і вузли барабана.
Для змащення підшипників опорних і контрольних роликів застосовують консистентні мастила - Консталін.
Робота сушильного барабана повинна здійснюватися плавно, без шуму і поштовхів. У разі появи шуму, барабан необхідно зупинити, редуктор вскрити і усунути причину порушення нормальної роботи .
Мастило відкритої зубчастої пари (венцового і подвенцовая шестерні) здійснюється графітової маззю УС - А.
Мастило зубчатих зачеплень редуктора здійснюється зануренням зубчастих коліс у масляну ванну, заповнену маслом - циліндровим. Основні характеристики мастильних матеріалів навудені в довідниках.
Таблиця 2. 1 - Карта змащення
|
№ п/п |
Найменування деталей |
Кл-во точек |
Вид мастила |
Спосіб змазки |
Режим змазки |
|
1. |
Підшипники вала шестерни |
2 |
Консталин УТ-2 ГОСТ 1957-73 |
Набивка шпринцев. |
1 раз в 5 місяців |
|
2. |
Підшипники опорного ролика |
8 |
УТ-2 ГОСТ 1957-73 |
Набивка шпринцев. |
1 раз в 4 місяця |
|
3. |
Відкрита зубчастая передача |
1 |
Графитовая смазка УС-А ГОСТ 3333-80 |
Обмазка |
1 раз в добу |
|
4. |
Редуктор |
1 |
Мастило цилиндрове |
Маслян. ванна |
1 раз в місяць |
|
5. |
Підшипники вала електродвигуна |
2 |
Консталин УТ-2 ГОСТ 1957-73 |
Набивка |
1 раз в 3 місяці |