

7. Разработка циклограммы работы
АВТОМАТИЧЕСКОЙ ЛИНИИ
Циклограмма работы автоматической линии как графическое изображение последовательности работы механизмов строится на основании расчета цикла работы машин:
Тц=toi
max+![]() ,
,
где Тц– время цикла.
toi max– основное время наиболее длительной операции;
![]() -
суммарная длительность не совмещенных
холостых операций.
-
суммарная длительность не совмещенных
холостых операций.
Холостые ходы являются цикловыми потерями времени, так как они происходят в процессе работы, и определяются на данном этапе проектирования по следующей зависимости:
txx=0,3*to max
где to max– время выполнения наиболее длительной из несовмещенных рабочих операций.
Используя карты наладок, перечень и функции основных механизмов, строят циклограмму автоматической линии, в которой отражается последовательность срабатывания механизмов.
8.ОПРЕДЕЛЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ РЕАЛЬНОЙ АВТОМАТИЧЕСКОЙ ЛИНИИ.
Одним из важных критериев оптимальности конструкции автоматической линии является критерий максимума производительности. Обобщенной зависимостью, определяющей производительность автоматической системы, определяется по зависимости:
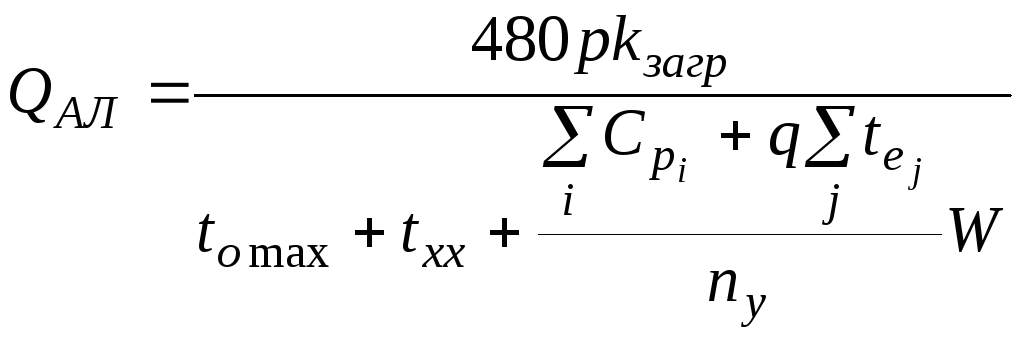 ;
(шт/смену)
;
(шт/смену)
где kзагр– коэффициент загрузки линии (kзагр =0,850,90);
р– число параллельных потоков обработки (р=1,2,3…);
q - число позиций линии;
tomax- время выполнения наиболее длительной из несовмещенных рабочих операций;
txx- время холостых ходов,
![]() - уточненные суммарные потери по
оборудованию для реальной автоматической
линии;
- уточненные суммарные потери по
оборудованию для реальной автоматической
линии;
![]() - уточненные суммарные потери по
инструменту для реальной автоматической
линии;
- уточненные суммарные потери по
инструменту для реальной автоматической
линии;
nу– количество участков в линии;
W– коэффициент возрастания простоев лимитирующего участка вследствие неполной компенсации потерь накопителями, определяется по данным, приведенным ниже.
|
nу |
1 |
2 |
3 |
4 |
5 |
6 |
|
W |
1,0 |
1,10 |
1,15 |
1,18 |
1,20 |
1,22 |
Определение суммарных потерь по оборудованию для структуры системы технологического оборудования выполняется на основе корректировки списка необходимых механизмов и систем для реализации технологического процесса. Результаты корректировки вносятся в таблицу 8.1.
Таблица 8.1 – Уточнение потери времени по оборудованию.
|
№ п/п |
Наименование механизмов |
tno, мин на 100 мин работы |
tpj, мин. |
tei, мин. |
|
1 |
Шпиндельный блок с механизмом фиксации с приводом вращения. |
0,17 |
0,7 |
0,0012 |
|
2 |
Узел поперечных суппортов |
0,06 |
0,7 |
0,00042 |
|
3 |
Узел продольных суппортов |
0,07 |
0,7 |
0,00049 |
|
4 |
|
|
|
|
|
Итого |
| |||
Автоматические линии с жесткой связью при выбранном числе позиций qконструктивно наиболее просты, имеют минимальную стоимость. Такие линии предусматривают одинаковое или кратное время выполнения операций на отдельных станках (синхронизацию операций), что в некоторых случаях обеспечить затруднительно. Кроме этого автоматические линии с жесткой связью имеют минимальную производительность и надежность в работе, так как отказ любого механизма или инструмента приводит к отказу и простою всей линии.