

21 Принцип единства баз.
При назначении технолог. Баз мех.обработки в их качестве следует использовать поверхности, являющиеся одновременно конструкторскими и измерительными базами детали. В этом случае обработка деталей осуществляется по размерам, проставленным в чертеже с использованием всего поля допуска. Пример: при обработке нужно обеспечить размеры А и А1.

1-ый вариант тех. проц.:
1)От контактной базы К обрабатывается поверхность N, выдерживается размер А1.
2)От контактной
базы К обрабатывается паз, выдерживается
размер А2.
Размер А непосредственно при обработке не выдерживается, а является замыкающим звеном технологической размерной цепи. ТА0(0,2)=ТА1+ТА2. В соответствии с формулой для обеспечения точности звена А обработку размера А1необходимо вести с гораздо большей точностью, чем указано на чертеже. Для данного варианта тех.проц. принцип единства баз на второй операции не выдерживается, т.к. обработка производится не от измерительной базы размера А (пов. N), а от пов-ти К.
2 –ой вариант.
1-ая операция та же. 2) С использованием спец. приспособления под контактной базой N обрабатываем паз, выдерживая размер А.
Оба размера
выдерживаются от технологических баз,
являющихся одновременно измерительными.
Обработка ведется по чертежным размерам
с использованием всего поля допуска.
3 –ий вариант.
Обработка выполняется на одной операции за один установ детали. Размеры А и А1 выдерживаются с использованием набора фрез либо на станке с ЧПУ при последовательной работе двумя инструментами.
Для обоих случаев размер А1 выдерживается от контактной базы К, размер А от настроечной базы N. Принцип единства баз соблюдается. Обработка ведется по чертежным размерам и допускам.
Каждый из рассмотренных вариантов имеет свои преимущества и недостатки: в 1-ом необходим пересчет и уточнение допусков, что снижает производительность обработки, но применяются простые приспособления. Применяется, когда допуск на размер А большой. Во 2-ом варианте принцип единства баз соблюдается, но используется сложное и неудобное приспособление. В 3-ем варианте необходимо комплексное применение инструмента со строго определенной разностью диаметров или применение дорогого станка с ЧПУ. Но в большинстве случаев необходимо стремиться к соблюдению принципов единства баз.
22 Принцип постоянства баз. Назначение чистовых технологических баз.
Принцип постоянства баз. Организованная смена баз.
Заключается в том, что при разработке тех.процесса необходимо стремиться к использованию в качестве базовых одних и тех же поверхностей заготовки, не допуская их необоснованной смены, за исключением смены черновой базы.
Пример: выдержать точность размера А.

1-й вариант:пов-ть К считается предварительно обработанной, что дает возможность использовать её в качестве технол. базы.
1)От контактной базы К фрезеруется пов-ть М, выдерживается размер А3.
2)От контактной базы К растачиваем отверстие 1, выдерживается размер А2.
3)От контактной базы М растачиваем отверстие 2, выдерживается размер А1.
Размер А
непосредственно не образуется при
обработке, а формируется как замыкающее
звено размерной цепи. Его допуск ТА=ТА1+
ТА2+
ТА3=0,2+0,2+0,2=0,6.
Что > требуемого допуска размера А0.
След-но, точность обработки не будет
обеспечина.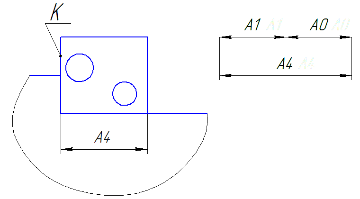
2-й вариант
Первая и вторая операции аналогичны, третья операция: от контактной базы К растачивается отверстие 2, выдерживается размер А4. Размер А0 – замыкающее звено технол.размерной цепи. Его допуск ТА=ТА1+ ТА2ТА2=0,2+0,2=0,4.
Второй вариант обработки предпочтительнее, поскольку обеспечивает большую точность размера А. Размер А определ. из более короткой разм. цепи. В этом варианте принцип единства баз соблюдается, т.к. все размеры выдерживались от базы К. Во многих случаях следование принципу постоянства баз усложняет тех.процессы, требует применения спец. приспособлений, чтобы этого избежать технолог вынужден производить смету баз. При этом необходимо назначить допуски на размеры, связывающие базы с обрабатываемыми поверхностями таким образом, чтобы обеспечить необходимую точность замыкающего звена.
Назначение чистовых технологических баз
Выбору технологических баз предшествует выявление служебного назначения детали в машине и обусловленных этим размерных связей одних ее поверхностей с другими. При назначении чистовых технологических баз рекомендуется.
1)Соблюдать принцип единства и принцип постоянства технологических баз.
2)Широко использовать контактные, настроечные и проверочные технологические базы и предоставляемые ими преимущества.
3)Чистовые базы должны иметь высокую точность и минимальную шероховатость, для чего в их качестве следует выбирать поверхности, точность которых вследствие простоты обработки наиболее велика (плоскости, цилиндрические поверхности, центровые отверстия).
4)При необходимости использовать искусственные технологические базы.
5)Выбранные базы должны обеспечить простую конструкцию приспособления, удобство в установке и снятии заготовки, надежное ее закрепление.
6) Технологические базы, определяющие точность углового положения заготовкм (установочная ,направляющая ,двойная направляющая) должны иметь достаточные габариты