

1.Роли и значения обработки резанием. Исторический обзор развития учения о резании металлов.
Обработка металлов и других конструкционных материалов резанием на металлорежущих станках — весьма распространенный производственный процесс, назначением которого является придание заготовкам с помощью режущего инструмента правильной геометрической формы, требуемых размеров и чистоты поверхности. На большинстве машиностроительных заводов трудоемкость обработки резанием составляет 45—60% от общей трудоемкости изготовления машин, и поэтому совершенствование технологии резания металлов является актуальной народнохозяйственной задачей.
Изучение закономерностей явлений, связанных с резанием металлов, конструкцией режущих инструментов и металлорежущих станков, необходимо не только для сознательного управления процессами резания, но и для проектирования более совершенных технологических процессов изготовления деталей машин и приборов.
2.Требования к инструментальным материалам
-высокая твёрдость (к сталям 22HRC…35HRC)
-высокая прочность
-температуростойкость (θкр=2200-15000)(красностойкость)
-коэффициент линейного расширения(должен быть как можно меньше)
-коэффициент трения(чтобы материалы имели незначительный элемент)
-технологичность
-недефицитность
-низкая способность к слипанию с обрабатыв. материалом
3. Углеродистые и лигированые инструментальные стали и их области применения.
Углеродистые:У7,У7А-топоры; У8,У8А-зубила,долота;У9,У9А-стамески,лезвия,пилы по дереву;У10,У11-нажовочные полотна,плашки,свёрла;У11,У12-резцы по металлу, плашки для станков;У13-напильники. Θкр=2200С.Vкр=до 30м/мин.Используются на низких скоростях, критическая скорость 15-20м/мин.Лигированные:ХВ5,ХВГ,9ХС Θкр=250-3000С.Используются на относительно небольших скоростях резания. Сталь ХВ5 обладающая высокой размерной стойкостью, применяется для изготовления разверток, фасонных резцов. Из стали ХВГ инструменты мало деформируются при закалке, используются для изготовления протяжек, имеющих большую длину при относительно небольшом диаметре.9ХС для и згот. свёрл, разверток, метчиков малых размеров.
4.Быстрорежущие инструментальные стали и их область применения.
Обладают высокой твёрдостью,прочностью и теплостойкостью.Они разделяются на несколько групп:Вольфрамовые:Р18- 18%вольфрама,82% железа,Р9- 9%вольфрама, 91%железо(фрезы,свёрла и др.инструменты,работ относительно при высоких скоростях).Вольфрамомолибденовые:
Р6М5-6%вольфрам,5%молибден,89%железо(фрезы,зуборезный инструмент,свёрла),Ванадиевые:Р9Ф5-9%вольфрам,5%ванадий,86%железо(развёртки,метчики.Недостаток-низкая шлифуемость).Кобольтовые:Р9К5() Θкр=6200С.Vкр=60м/мин.
5.Металлокерамические твёрдые сплавы и их область применения.
Твёрдоиспеченные металлокерамические сплавы на основе карбидов вольфрама(WC),карбидов титана(TiC),карбидов тантала(TaC) находят высокое применение для изгот.режущих инструментов.Металлокерамические твёрдые сплавы разделяют на:вольфрамовые ВК2-2%кобольт,98%вольфрам Θкр=9500С.Vкр=200м/мин,вольфрамотитановые Т30К4 30%карбидтитан,4%кобольт,66%карбидвольфрам. Θкр=11000С.Vкр=300м/мин,вольфрамотитанотанталовые.
6.Минералокирамические инструментальные материалы и их область применения.
Минералокерамика представляет собой окись алюминия Al2O3 подвергнутую специальной термической обр-ке и выпускаемой в форме пластинок белого цвета,разнообразных профилей и размеров.Минералокерамика превосходит nуступает им в отношении вязкости и теплопроводимости.Резцы с минералокерамическими пластинками применяют на честовых операциях,т.е.при работе с высокими скоростями резания(до 200м/мин).При подачах до 0.15…0.6мм/об при обр-ке стали и до 0.3…0.8мм/об при обр-ке чугуна.
7.Сверхтвёрдые инструментальные материалы и их область применения.
Для чистого и тонкого точения применяют гексонит(P) и синтетические поликресталические алмазы(типа корбонадо).Резцы из гексаната применяют для обр-ки закалённых сталей,жаропрочных сталей,твёрдых сплавов Θкр=850..15000С.Vкр=до 200м/мин.Резцы оснащённые алмазами карбонадо используют для обр-ки неметаллов,цветных металлов и сплавов Θкр=6500С.Vкр=300…1200м/мин.
8.Условные обозначения элементов кинематических схем станков.
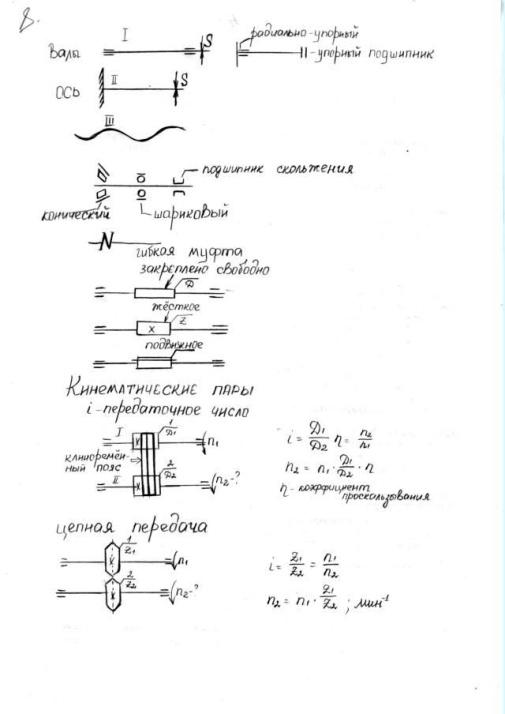
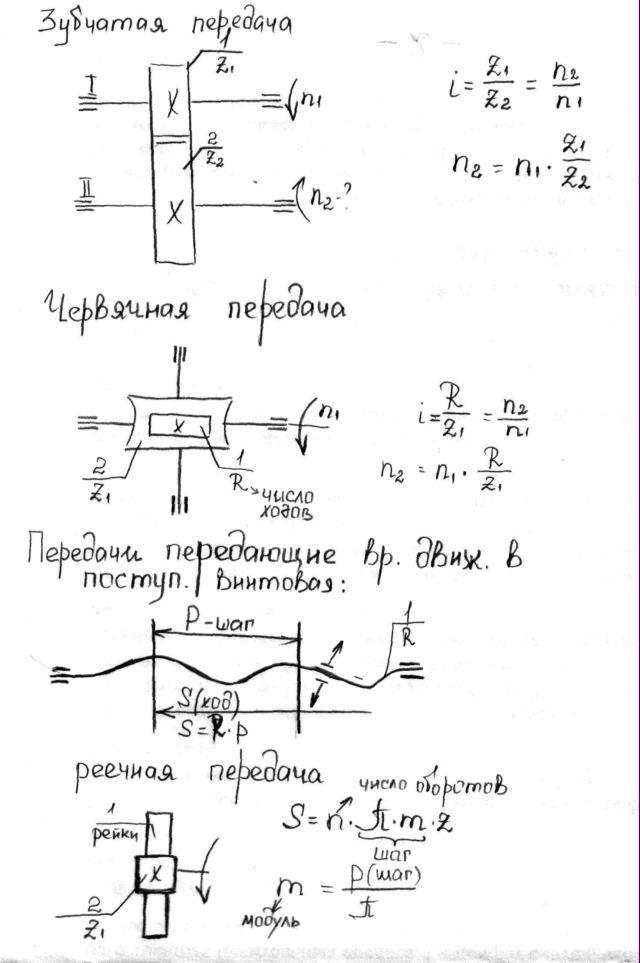
9.Типы механизмов(клиноремённая,цепная,зубчатая и червячные передачи) их хар-ка.
12.Механизмы бесступенчатого регулирования скоростей,их достоинства и недостатки.
C
помощью механизмов бесступенчатого
регулирования скоростей можно наиболее
точно установить необходимые скорость
резания и величину подачи. Механизмы
бесступенчатого регулирования скоростей
бывают электрические, механические и
гидравлические (гидроприводы).
Электрический механизм бесступенчатого
регулирования частоты вращения
представляют собой шунтовой
электродвигатель постоянного тока.
Регулирование частоты вращения
производится при помощи реостата,
включоного в цепь возбуждения. Диапазон
регулирования
Недостаток такого привода в том, что для его питания необходим постоянный ток.