

31 Корость резания при фрезеровании и факторы, влияющие на ее величину.
.

Cv-постоян.коэф.зависим.от мат.заготовки и инструмента
D-диаметр фрезы
T-стойкость(30….480 мин)
t-глубина , S-подача
z- число зубьев ,B-ширина фрезы , Кv-коэф.неучн.факторов
 -влеяние
соот.факторов на силу резания
-влеяние
соот.факторов на силу резания
32.Основное технологическое время при фрезеровании
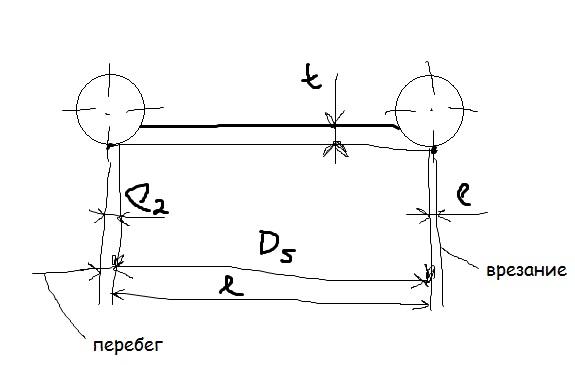
l-путь прохождения фрезой
V-скорость подачи
i-число ходов
Т0=(L/Vs)*I L=l+l1+l2
l1=
l1=врезание
l2=выход (1….5 мкм)
33.Основные методы нарезания зубч.колес и их сравнение:
а)обкатка(прим.в серийн.и массов. производстве следующ.зубофр.,зубостроганием,зубодолб.)
Сущность:примен.одна фреза и зуб имеют трапец.форму.
Достоинство:
-выс.производ.
-выс.точность
-необходим.малого числа инструментов.
Недостатки:
-примен.специал.станков
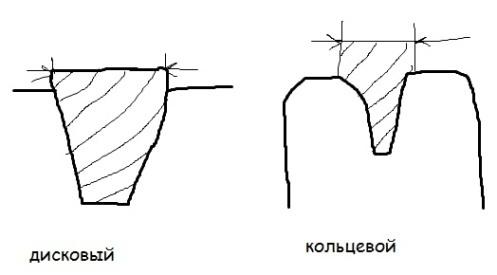
б)копирование(инструмент: модульная фреза)
Бывает: дисковые; кольцевые
Достоинства:
-прим.станки общего назначения
-серийн.,мелкое производство
Недостатки:
-низк.производ.
-невыс.точность
34.Устройство и назначении универсальног гор.-фрезерного станка.
Гориз.фрез.станки харак. Горизонтал.располож оси вращения фрезы.Уневерс.фрезы допускают подачу заготовки под <+45 ◦ к оси шпинделя станка.
При наличии делительной головки можно производ.нарезан.зуб.колоес со спиралью.Станок имеет станину,на вершину направ.хобота.Привод шпинделя осуществляется от фланцев..Привод механизма подачи размещ. внутри стола.
35.Уневерсальн.лимбовая делительная головка:
-делительная бабка, задняя бабка люнет.
Делительн.бабку устанавливают на правой стороне стола фрезерного стола фрезерного стола.Основание непод. крепиться на столе фрезерного станка болтами. Корпус вместе со шпинделем лежит в основании на шейках и может поворачиват.в вертикальн.плоскости на угол от10 до 90 градусов. Справа корпусв головки располагаются гитары настройки.
36.Настройка дел. Головкина диффер. Деление
При настройке на дифференциальное деление штифт, закрепляющий лимб, вынимают. Расчёт производят по фиктивному числу частей x, близкому к заданному
![]()
Для компенсации допущенного приближения осуществляется дополнительный поворот изделия через сменные зубчатые колёса Z1, Z2, Z3 и Z4 , т. е. поворот рукоятки происходит относительно лимба, который сам поворачивается.
37.Отделка зубьев зубч.колес
Шевингование заключается в том, что нарезанные ранее зубья отделывают инструментом-шевером, имеющим вид зубчатого колеса с эвольвентными зубьями (шевер-шестерня), на боковых поверхностях которых имеются узкие поперечные канавки, края этих канавок являются режущими кромками Шеверы изготовляют из инструментальной стали и закаливают.
Шлифование может производиться способами копирования или обкатки. Инструментом является дисковый шлифовальный круг, профиль которого соответствует нужному профилю впадины между зубьями отделываемого колеса.
Притирка зубьев применяется для отделки зубьев колес также с высокой твердостью. При этом снимаются очень малые слои металла (0,005—0,02 на сторону зуба). применяют инструменты в виде чугунных зубчатых колес, изготовленных с высокой точностью. Обработку производят на особых зубопритирочных станках, вводя абразивную пасту в зону зацепления притира с отделываемым зубчатым колесом.
Обкатка производят для устранения заусенцев и неровностей незакаленных зубчатых колес. Этот способ отделки заключается в обкатке зубчатого колеса другим закаленным зубчатым колесом-инструментом на особых обкатных станках. При этом инструмент прижимается к обрабатываемой заготовке с значительной силой.
38.Сущность круглого наружного шлифования:
-шлифован. с продольн.подач. : Sn-чер.(0,4…..0,8)-глубина резания;Sn-чист.(0,2…0,4)
-глубина
шлифования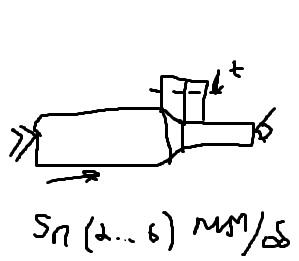
-шлифование
врезание
-шлифов.уступами
39.Способы шлифования:
1)скорост.шлифован.(шлифован.особ.кругами при высоких скоростях шлифов.круга)
2)наружн.(осущ. при вращен. в одну сторону шлифов.круга и обработки деталей)
3)круг.внутри(обраб.деталь имеет вращ. движен.)
4)круглое бесцентрир. пар шлифован. примен. для шлифов. гладких валов.(V=30….40 м/с)
Станки:-круглошлифов.-внутри парален.-плоскошлифов.-спец.заточн.
40.Сила резания и мощность при шлифовании и факторы, влияющие на их величину.
Р,действ.на обрабатыв.деталь,может быть Pz,Py,Px.При шлифов.сила Py=(1,5….3)Pz
Мощность:Nk=Cn*Sпроф.*Vg*Sпоп
Sпрод-прод.подача, мм/об
Sпоп-попер.подача мм/дв под
Vg-окруж.скорост.детали м/мин
Коэфициент:Cn=C0*Dg*K1*K2*K3
С0-коэф.для нарез.продол.подач. D0-диаметр детали (мм) n-показатель степени.K1-направ.коэф.на твердость круга.К2-на ширину круга(при В=26-40) К3-на материал.(для СЧ к=0,9; стали к=1, закал.стали к=1,1)
Касат.состав.силы рез.:Pz=1000Nk/Vk
Nд в 60….100 р.< Nk из-за вращен.детали
41.Скорость резан. при шлифован и факторы, влияющие на ее величину.
V=Vk +(навстречу) –(загот.совпад.)
V3=20…..60
м/мин=
Cv-коф.зависящий от мат.или заготовки и инструм.
Д-диаметр круга
Т=5….20 мин