

18.Обработка кинических и эксцентрических поверхносей точением.
Обработка
выполняется различными способами:смещение
задней бабки в поперечном направления
поворота верхней бабки в поперечн.суппорта,при
помощи линейки и широкого резца смещающий
заднею часть бабки в поперечном
направлении обработки на одиночных
валах конических поверх. с углом конуса
8-10 ◦.Поворот верхней части суппорта
применяется при обработке коротких
наружных и внутренних конических
поверхностям. Ось задней бабки смещен.в
поперечном направлении по отношению
к оси шпинделя станка на величину:h=L*sin

Где
tg
 =D-a/2c,при
малых углах sin
=D-a/2c,при
малых углах sin

 tg
tg ,тогда h=L*D-a/2l
,тогда h=L*D-a/2l
 L=
L=


19.Типы резьб. Технологияих нарезания на ток. станке
Типы:метрическая,дюймовая,модульная,китчевая.Нарезание резьбы резцами на стенках выполнен.за несколько проходов. После каждого прохода резца отводят в исходное положение.
Перед рабочим прохождением резца смещать его на 0,1….0,5 мм поочередно вправо или влево осев.подачи верхнего суппорта.
Резьбовой резец имеет резьбовой угол γ=0.
Этот способ примен. для нарезания резьб с малым шагом (до 2мм),на каждый проход на глубину 0.05…0.2 мм
Глубину резания устанавливают пктем перемещения верхн. салазок суппорта закрепленный под углом 30◦ к оси профиля резьбы.
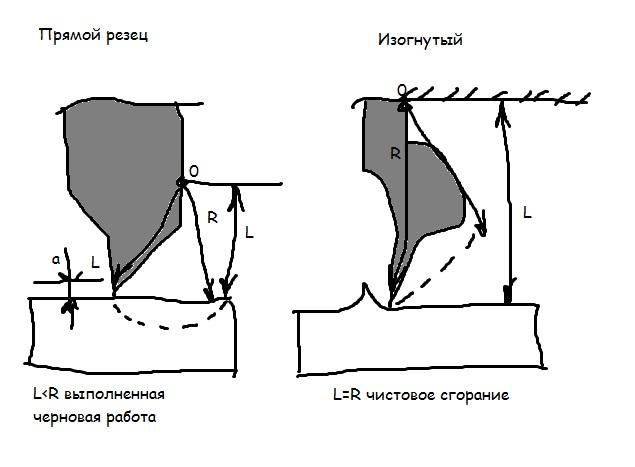
20.Особенности процесса строгания и долбения на ток. Станке
1)чистовым
сгоранием:

2)Черновым: очности
12…14.
очности
12…14.
Особенности:-прямое рабочее двихения, определ. скорости резания.Обратное движение холоста,в это время резец охлаждается.-отсутствие системы охлаждения.-скорость резания начинается с 0 и заканчивается 0.Скорость ограничив.70…80 м/мин.-началорезания-удар,представл. повышенные требования к материалу резца(Р6М5,Р12,Р18)-быстрорежущие стали.
21.Устройство поперечно-строгального станка. Принцип работы кулисного и гидравлического привода
Общий вид станка.
Основные узлы станка смонтированы на станине, установленной на фундам. плите.
Станина-литый корпус,коробчатой формы,имеющей в верхней части горизонтальн.,а на передней вертикальн. направления.
По горизонтальным направлении соверш. поступательн.движение ползуна.
По вертикальным направлениям перемещается поперечена,где закреплен стол,который может перемещаться вдоль поперечены.
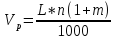 м/мин n=1000
м/мин n=1000 /L(1+m)
двойной ход/мин
/L(1+m)
двойной ход/мин

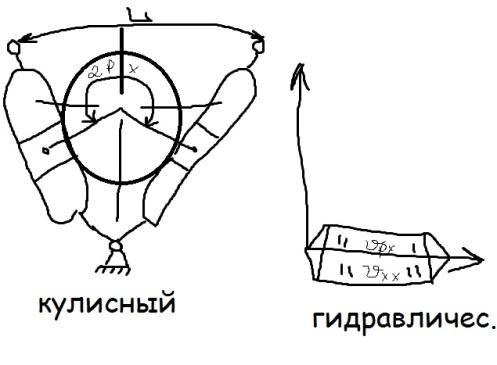
22.Силы резания и мощность при строгании.
.
Pz-главная составляющая,рассчитывает мощность привода станка
Px-действ. в направление подачи
Py-отталкивают заготовку в разные стороны
Pz= скорость резцаV=Cv/
скорость резцаV=Cv/ *kv
*kv
T=90……120 мин Kv-коэффициент не учитывающий факторы
Nl=Pz
* V/6
*
 кВТ
кВТ
Nэд=Nl/h кВТ h-КПД
23.Скорость резания при строгании и факторы влияющие на ее величину.
V-средняя скорость рабочего хода резца(или детали при продольным строгании), м/мин.
Для
поперечного строгальных станков с
кулисным механизмом средняя скорость
рабочего хода определяется по формуле:
средняя скорость (м/мин) рабочего хода
ползуна

Средняя
скорость(м/мин) ползуна :