

24.Основное технологическое время при строгании.
То=(В/S*n)*I; В=в+в1+в2
в1-врезание в2-перебег
То=L/S*n L-путь резца ;n-частота
L=l1+l2+l3 ;l2- точение
n=f*(l; V)
Повышение производительности при строгании:
1)уменьш.числа производительности 2)уменьшение припуска 3)увеличение подачи при черновой обработки 4)работа без холостого хода
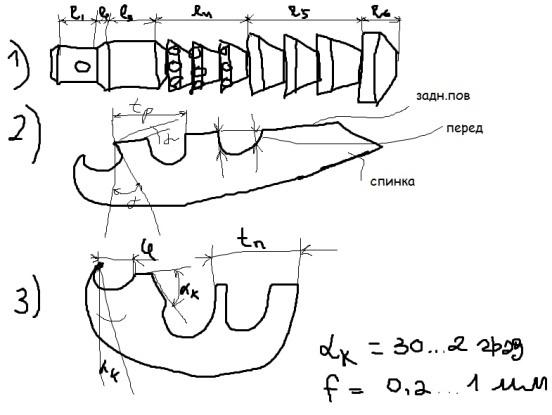
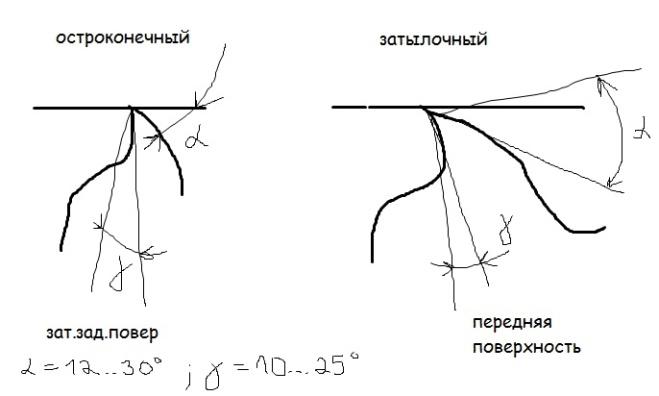
25.Конструкция и геометрия пртяжек,прошивок
Протяжка-многолезвийный инструмент состоящий из следующ:
l1-замковая часть(хвост)служит для закрепления протяжки в суппорте станка
l2-шейка
l3-передняя направ.часть(центрир.обрабатыв.деталей в начале резания)
l4-режущая часть каждого зуба>предыдущего на 0,01….0,03 мм ;
l5-калибровая часть(4-8 зубьев одинаков.диаметра)
l6-задняя направл.часть для протяжки
26. Работы,выполняемые на протяжных станках и м етоды(схемы) протягивания
Применение в серийном и массовом производстве. По назначению их разделяют:
-на станки наружного и внутреннего протягивания
Протягивания: круглые,3-х,4-ж,6,8 гранные зубья, пазы и т.д
Способы протягивания :
*профильные *прогрессивные *генераторные
Прогрессивная схема резания предусматриваемая срезанием каждым отдельным зубом части периметра на последующие зубья.
Генераторная схема, предусматриваемая срезание припуска концентрическом слоем при обработки отверстий, либо плоскопараллельным слоем на наружную протягиваемость.
27.Фрезы:
1)цилиндрические(обработ.открытой плоскости)
2)торцевые (имеют зубы на цилиндрических и торцевых поверхностях)
3)дисковые (обработка уступов,пазов,лысок;боковые поверхности могут быть 1,2,3-х сторон)
4)Прорезной и отрезной(применяется для прорезки узких пазов и отрезки заготовок)
5)концевые (обработка плоских уступов, пазов ,криволинейных контуров)
6)угловые(примен.для изготовления поверхности расположенных под некоторым углом друг к другу
28.Схемы фрезегования и их хар-ка:
1)встречное
Фреза вращается на встречу движения. Направление на зуб возрастает медленно. Зубья режут под корку.
2)поперечное
Недостатки: начало резан. удар
Достоинство: меньше на 15….20 %
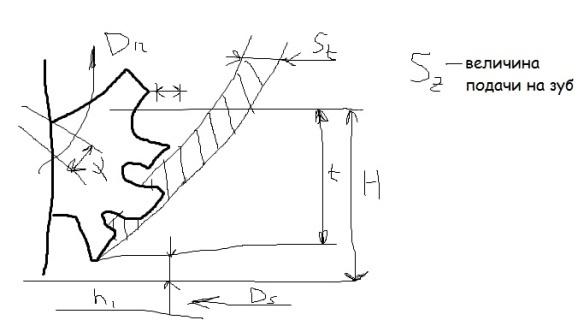
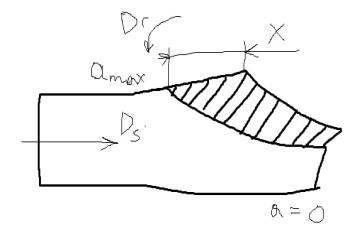
29.Элементы режима резания при фрезеровании
Глубина (t)-расстояние между обработкой поверзности.
t=H-h1 (мм)
Подача S/Sm = Vs=Sz*Z*n(мм/мин)
Sz-подача n-частота вращения z-число зубьев Sz=0,03….0,6 мм
Угол -контакта
Фрезы
зуба zi= /
/ ;
; =360/z
=360/z
 -угловой
шаг
-угловой
шаг
Zi= *z/360
*z/360
Скорость(V):
V= *D*n(м/мин)
*D*n(м/мин)
30.Силы резания и мощность при фрезеровании и факторы, влияющие на их величину.

Встречное:
Py=(0,4….0,6)Pz
Pв=(0,2….0,3)Pz
Ps=(1….1,2)Pz
Конусное:
Ps=(0,8…..0,9)Pz
Pв=(0,6….0,9)Pz
Pz=
Cp-постоян.коэфиц.зависим.от вида обработ.матер.заготовки
t-число зубьев β-ширина контакта фрез деталей
D—max диаметр фрезы
Kp-коэф.учитыв.неуч.факторы