

1.Норма времени-режим время выполнен.некотор.объем работ в определ.производ.условиях соответс.квалификации
Тшт.к=Тп.з/n1+∑Тшт,мин
Тп.з- время затраченное на подготовку
n1-число дЕталей партий,шт
Тшт- время,котор.затрач.на изготов.деталей
Тшт.= Тосн + Твсп +Тобсол + Тличн
Тосн-машин,машинноручное
Твсп-время расход.на действия обеспечен.данной работы
Тобсл-время на технич.обслуживан.организ.места
Тличн.-время израсход.на личн.расходы
2.Базы-поверхности,точки и их совокупности, служащие для ориентации детали(или заготовки)
Различают: -конструкторские базы, -технологические, -измерительные
- Конструкторские- поверхности ,использ. для определения полож.деталей или сборочн. едениц
- Технологические-поверхностн.детали,служащие для установки заготовки или изделия на стенки
- Измерительные-поверхн.от которой производ.измерен.размеров
Выбор черновых баз:
1)поверхности ровн.и чистые
2)стабил.распол.относит.других поверхностей
3)брать поверохн. с припусками
4)при переустан.заготов.черн.базы замен.чистовыми
Чистов.баз:
1)вести обраб.при минимальн.числе баз
2)брать поверхност.от котор.дан размер
3.Массовое производство- производ.при котором изготовл.изделий ведется путем выполнен.постоянно повтор.операций.
Характ.особенность- детали после обратки нна одном станке,сразу передают для обраб.на последние место рабочее.
Серийное-характер.,тем,что на больш.рабочих мест последовател.обработки партий разных деталей.
Разделяют:-крупносерийное-мелкосерийное-смешанное
Еденичное-характерн.производ.определенных изделий в одном или нескольких экземпляров.
Особенности:
1)широкое и разнообразн. изготовлен.изделия
2)нет повторных операций
3)широкое уневерсальн.оборудование
4)высокое квалификац.раб.силы
4.Припуск на обработку-слой метал.подлежащ.удаленно при механич.обработки заготовки для получения заданного чертежа и технической условной формы.
Бывают:
-операционный-слой металла удаляемый при выполнения одной технолог.операции.
1) h общ =Дз –d
2)
h
общ =

3)
h≥T+( +
+ )+(
)+( +
+ ),мм
),мм
5.Точность обработки-это значит обеспечить соблюд. геометр. параметров и физических с-в деталей допусков.
Механическая обработка- возн.погрешности:
1)размеры 2)формы 3)качество поверхност.слоя
Неточности и деформации станка(величины погрешности станков по мере деятельн. Их работы возрастает.
Неточности инструментов и приспособлений(влеяние на снижение точности обработки,оказыв. источн.режучих мерных(сверл,зенкеров,разверток,протяж.)и фасонных(фасонных резцов и,фрез) инструментов.)
Суммирование погрешности проводят в зависим.от вида погрешн.алгебр.или арифмитич.
6.Для каждого метода мех.обработ.существов.определен.пределен.экономич.степени точности.
Экономическ.точности обработки-понятие включающ.получение детал.минимальн.стойкости обработки
Достижение точности-максимальная точность которая может быть получена при обработ.детали
высокой квалификац.
Применяется к шероховатости поверхности обработки детали, также различают экономич.и достижен.шероховат.
7. Устройство и геометрия спирального сверла
.
8.Глубина резания t для сверления t=0.5D. Для рассверливания,зенкерования,развертывания t=0.5(D-d)
Подачу можно определить:
S= *D*
*D*
 -коэфиц.учитывающ.с-ва
обраб.матер.
-коэфиц.учитывающ.с-ва
обраб.матер.
D-диаметр инструмен.
 -коэфиц.учитывающ.глубину
сверления
-коэфиц.учитывающ.глубину
сверления
Иногда выбирают S=(0.02…0.03)D
 *
*
 =
= *
* *
* *
*
Частота вращения:
n= -по
паспорту
-по
паспорту
9. Площадь срезаемого слоя при сверления:
f=t*s=S*D/2 мм2
Площадь среза приход.на одну режущ.кромку.
f1=f(2-S*D/4) мм2
При сверление:
b=D/2*sin
γ,при
расверливан.b=(D- )/2*sin
γ
)/2*sin
γ
10.Скорость резания:
V= (м/мин)
(м/мин)
V= (м/мин)
(м/мин)
D-диаметр сверла
Cv-коэф.учитыв.мет.заготовки и инструмен.
m,z,x,y-степенные показатели
t-глубина,мм
s-подача,мм/об
k-коэф.учитывающ.неуточнен.факторы
Стойкость применяется для стали(1….1.5)D
11. Силы резания, крутящий момент, мощность потребная на сверление, рассверливение, зенкерование, развертывании
 При
L1=L2
;
При
L1=L2
;
 -уничтожения
;
-уничтожения
;

 ;-сверление
;-сверление
 ;-зенкование
;-зенкование
Суммарный
момент сил резания
:
 - момент от действия
силы
- момент от действия
силы
 -действие
сил на переем.
-действие
сил на переем.
 -момент
на ленточках
-момент
на ленточках
 -сверление
-сверление

Мощность
в процессе сверления: (кВТ)
(кВТ)
 (кВТ)
(кВТ)


12.Основное время при сверлении,зенкеровании,развертывании
.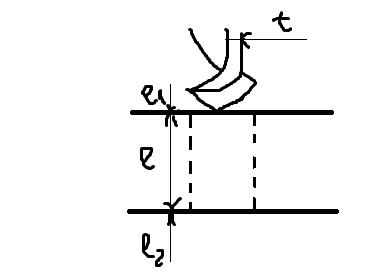 t-глубина
резания
t-глубина
резания
l-глубина сверления
 ; L-длина
хода;
; L-длина
хода;
 -подачаi-число
рабоч.ходов
-подачаi-число
рабоч.ходов
 ;
;
 -глубина
сверления;
-глубина
сверления; -врезание
-врезание -выход
-выход

13.Износ сверла,критерии его затупления. Способы улучшения геометрии сверла
Критерии затупления:
-въезжание сверла
Способы улучшения:
-двойная заточка-удлинен.лезвия,увеличив.контакт лезвия с заготов.,тем самым улучшен.теплоотвод. и увелич.стойкость.
-подточка поперечной режущей кромки
-подточка по методу Жирова
-подточка ленточки
Обработка стальных деталей с охл. Износ по задней поверхности
h3=1.0…..1.2 мм
Без охлаждения: ∂=0.5…..1.2 мм
14.Инструмент для обр.Отверстий. Припуски на обр.
Зенкеры.Обрабатываются для придания им правильной геометрической формы, достиженнного класса точности .
Применение: обработка цилиндрических и конических углублений под головку и подрез.торц поверхности.
Припуск принимается = 0.5….2 мм. Точность= 11…..13 квалитетов. Марки :Р6М5, Р18,Р9
Развертка. Процесс обработки со снятием очень тонкую стружки предов.просверл. расточен.резцом или обработки зенкером.
Точность:6-10 квалитетов
Припуск=0.1….0.4 мм
Изготовлен.из углерод.легирован. и быстрый стали.
15.Устройство и назначение вертик.-сверлильного станка. приспособления к сверлильным станкам
Он предназначен.для сверления глухих и сквозных отверстий, рассверливания, зенкерования, цекования нарезание резьбы и т.д
Имеет чугунное основание с емкостью для СОЖ подаваемой в зону резания насосом.На основание установлена колонка с вертикальн. Части колонны закреплена коробка скоростей и электродов.
Максимальный диаметр 35 мм. Частота вращения 1440 об/мин
16.Основные типытокарныхстанкови их назначение.
Карусельные станки. Обрабат.детали большого деаметра при относительн.малой высоте.
Токорно-револьверн. Предназначен для серейн. изготовлении из деталей сложн.формы из прутка или штучных заготовок.
Револьверн. Отсутствие подовой винт, в место задней бабки имеют револьверную головку.
Многорезцовые токарные станки имеют два суппорта.
Полуавтоматы-станки у которых все элементы, операции автоматезиров.за исключением установ.и снятие заготовки.
17.Устройство и назначение токрно-инторезного станка. Принадлежности к токарно-винтор. станкам.
Состоит: станина,передняя бабка с коробкой скоростей, задняя бабка,коробка подач,суппорт с фартоком,привод быстрых перемещения суппорта,гитара со сменными колесами,шкаф с электрооборудованием.
Станина служит для установления на ней всех остальных узлов станка.На верхней части станины есть направляющая ,по которой перемещается карета суппорта и задняя бабка.
Передняя бабка представляет собой коробку скоростей.Важная часть передней бабки шпиндель.
Суппорт предназначен для закрепления и подачи режущего инструмента.Состоит:каретка нижней части ,средней чатсти,и верхней части.