

LK-SEDAK-2009-62-L-pech
.pdf8.Легкість транспортування і монтажу поліетиленових труб.
9.Зменшення негативного впливу на навколишнє середовище.
17.2.3. Протягування попередньо стиснутої труби за технологією «РОЛЛДАУН»
В європейських країнах для відновлення зношених стальних трубопроводів, що знаходяться під тиском або без нього, використовують технологію ROLLDAWN (SWAGEUNING). Технологія ROLLDAWN (SWAGEUNING) – це протягування попередньо обтиснутих поліетиленових труб механічним (холодним) способом. Такий спосіб реконструкції використовують для відновлення зношених газопроводів, водопроводів та каналізаційних трубопроводів значної довжини за допомогою однієї поліетиленової трубної пліті. Пропускна спроможність трубопроводу не зменшується, тому що поліетиленова труба має менший коефіцієнт шорсткості.
Для відновлення використовують поліетиленові труби діаметром не більше 400 мм зі стандартним розмірним відношенням SDR від 17 до 33, при цьому зовнішній діаметр поліетиленового трубопроводу дорівнює внутрішньому діаметру стального.
Поліетиленові труби разом з обтискним устаткуванням після проведення вхідного контролю доставляють на місце проведення робіт.
До початку будівництва вивчають проектну документацію, до якої входять: план і профіль газопроводу, геологічні дані місцевості, підземні комунікації, що попадають в зону розкопування котлованів, проект організації будівництва, пояснювальна записка з техніко-економічним обґрунтуванням даних видів робіт, заходи щодо захисту сталевого футляра від корозії.
Згідно з проектною документацією розривають котловани, вирізають котушки сталевого газопроводу і таким чином відокремлюють ділянки газопроводу для здійснення процесу очищення.
Відокремлені ділянки зношеного газопроводу очищають від запруднень, виступаючих частин зварювальних швів тощо. Спосіб очищення обирають після проведення телеінспекції внутрішньої порожнини сталевої труби і виявлення ступеня нерівностей та дефектів. Очищають газопровід за допомогою йоржів, скребків, води під значним тиском тощо. За допо-могою
301
відеоспостереження перевіряють якість очищення, про що складають відповідний акт.
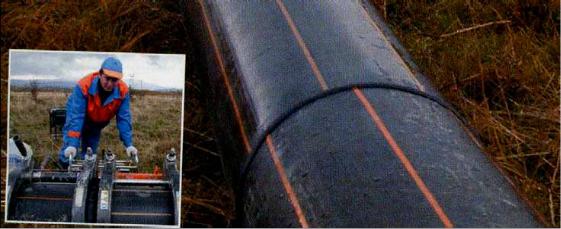
Для отримання поліетиленової труби необхідної довжини труби з’єднують між собою за допомогою зварювання встик (рис. 3.35).
Рис. 3.35 – Зварена труба встик
Після зварювання з внутрішньої і зовнішньої поверхні поліетиленової труби зрізають верхню частину шва-грат і перевіряють якість зварювального шва.
Видалення грата необхідне для створення суцільно гладкої поверхні труби, що важливо при протягуванні, але при зрізанні грата не допускаються навіть незначні пошкодження труби.
Всі будівельно-монтажні роботи проводять в строго визначеній послідовності з чітким дотриманням технологічних параметрів.
Технологія проведення основних будівельно-монтажних робіт:
1.Розкопування котлованів за допомогою екскаватора та доробка ґрунту ручним способом.
2.Вирізання котушок сталевого трубопроводу в котловані. Приварювання болтів під кабельні перемички для захисту сталевого футляра від корозії.
3.Очищення внутрішньої порожнини трубопроводу за допомогою йоржів, скребків, води під значним тиском.
4.З’єднання поліетиленових труб за допомогою зварювання встик та видалення ґрату.
5.Обтиснення поліетиленової труби та її протягування в стальну.
6.Випробування трубопроводу на міцність та герметичність, засипка його в котлованах.
302

Далі приготовлену трубу пропускають через обтискний пристрій, в якому за допомогою спеціальних валиків її зменшують (обтискують) на 10 % (рис. 3.36).
Рис. 3.36 – Зменшення діаметра ПЕ труби на 10%
Швидкість подачі ПЕ труби через обтискний пристрій не повинна перевищувати 100 м/год.
Перед протягуванням до одного боку обтиснутої поліетиленової труби приєднують буксировочну головку з тросом.
Такий пристрій дає змогу без зайвих зусиль протягнути ПЕ трубу в стальну. Під час протягування поверхню поліетиленової труби змочують водою для полегшення протягування.
Після закінчення процесу протягування в поліетиленовий газопровід воду подають з великим тиском, що дає змогу відновити попередню форму труби, яка щільно прилягає до внутрішньої поверхні стального футляра.
Процес поступового перетворення труби в стан рівноваги термодинамічної системи після припинення дії факторів, які привели її в стан зменшення, називають релаксацією.
Якщо використання поліетиленових довгих труб утруднене, то відновлення пошкоджених трубопроводів виконують за допомогою відрізків довжиною 2 м. Їх пропускають через обтискний пристрій, потім зварюють і протягують у зношений трубопровід.
Ділянки поліетиленового газопроводу з’єднують між собою за допомогою муфт із закладними нагрівачами або зварюванням встик.
Після проведення випробувань на герметичність трубопровід приймають в експлуатацію.
303

Основні переваги технології «РОЛЛДАУН»
1.Реконструкція ділянок зношеного трубопроводу значної довжини за допомогою однієї трубної пліті.
2.Незначне зменшення діаметра трубопроводу після реконструкції.
3.При застосуванні даної технології не треба змінювати режими тиску і витрати газу.
4.Зменшення строків реконструкції порівняно з прокладкою нових сталевих труб.
5.Незначна маса труб порівняно зі сталевими трубопроводами.
6.Мінімальна кількість котлованів.
7.Зменшення об’єму земляних робіт.
8.Збільшення терміну експлуатації до 50 років.
17.2.4. Протягування труби гарячим і холодним способом за технологіями «U-ЛАЙНЕР» та «СУБЛАЙН»
Протягування труби гарячим способом – технологія «U-ЛАЙНЕР»
Одним з різновидів способів відновлення зношених сталевих газопроводів з використанням полімерних матеріалів є технологія «U-ЛАЙНЕР». Для реконструкції газопроводів за технологією «U-ЛАЙНЕР» використо-вують поліетиленові профільовані труби U-подібної форми (рис. 3.37).
У заводських умовах поліетиленову трубу з круглим перерізом формують спеціальним термомеханічним (гарячим) способом.
Труби «U-ЛАЙНЕРА» бувають різного кольору відповідно до області застосування й робочого тиску в трубопроводі (табл. 3.10).
Рис. 3.37 – Профільовані ПЕ труби
304

Таблиця 3.10 – Залежність кольору труби від галузі застосування та робочого тиску в трубопроводі.
Технологія «U-ЛАЙНЕР» має такі переваги:
-можливість відновлення ділянок газопроводу довжиною до 600 м без додаткових вузлів з’єднання, що зменшує термін проведення робіт;
-використання старої траси газопроводу й відсутність витрат на її розробку;
-порівняно зі сталевою трубою має менший коефіцієнт шорсткості;
-зменшення обсягів земляних робіт;
-тривалий термін експлуатації (до 50 років);
-зменшення прохідного перерізу існуючого газопроводу, що обмежується розрахунковою товщиною стінки лайнера.
Поліетиленові профільовані труби для транспортування газу
виготовляють з поліетилену марок ПЕ 80 або ПЕ 100 зі стандартним розмірним відношенням SDR 26; SDR 17/17,6 та SDR 11 й відповідним коефіцієнтом запасу міцності. Товщину стінки лайнера, як і для звичайних поліетиленових труб, розраховують залежно від марки матеріалу (з якого він виготовлений) та з SDR (відношенням зовнішнього діаметра до товщини стінки труби). Зовнішній діаметр поліетиленової профільованої труби приймають рівним внутрішньому діаметра зношеного сталевого газопроводу, при цьому його зменшення не повинно перевищувати 5%.
Перед реконструкцією вивчають геологічні дані місцевості, умови перехрещування з підземними спорудами, комунікаціями, лініями кабельного зв’язку, що потрапляють в зону розкопування котлованів. Відновлення газопроводу виконують, згідно з проектною документацією, до якої входять: пояснювальна записка, проект організації будівництва, кошториси з техніко-економічним обґрунтуванням даних видів робіт, розділ
305

з переліком заходів щодо захисту сталевого газопроводу від електрохімічної корозії, план та профіль газопроводу.
При проектуванні визначають мінімальні розміри котлованів для протягування, але так, щоб кут вигину труби (який залежить від діаметра) на вході в сталевий футляр при протягуванні не перевищував значень, наведених у табл. 3.11.
Таблиця 3.11 – Залежність кута вигину газопроводу від його діаметра.
Котловани розкопують таких розмірів і в тих межах, які вказані в проектній документації. Потім в котловані вирізають котушки із сталевого газопроводу. Ділянки, які таким чином відокремлені, але залишаються в землі, очищають.
З боку вхідного котловану на спеціально обладнаному будівельному майданчику завширшки не менше 3,5 м й завдовжкине менше 16 м встановлюють машину, на якій розташоване устаткування, необхідне для процесу відновлення: парогенератор, направляючий трубу пристрій, конденсатозбірник, місткість для води, калібруючі насадки тощо.
Поліетиленову профільовану трубу намотують на барабан і транспортують на будівельний майданчик. Максимальна довжина лайнера на барабані залежить від загальної довжини ділянок газопроводу, що підлягає реконструкції, його діаметра, розмірів барабану й властивостей поліетилену. Залежність довжини профільованих поліетиленових труб, які намотують на барабан діаметром 3,1 м, шириною 2,15 м і внутрішнім діаметром 2,15 м наведено в табл. 3.12.
За допомогою відеокамери оглядають внутрішню поверхню газопроводу й виявляють місця, які перешкоджають процесу відновлення (кути поворотів траси газопроводу, конденсатозбірники, запірні пристрої тощо). Такі перешкоди вирізають і, при необхідності, після реконструкції знов встановлюють відповідно до рішення проектної організації. Всі зміни, які виникають в ході виконання робіт, вносять у проектну документацію. При нанесенні на робочу схему додаткових котлованів вказують їх
306

прив’язки до стаціонарних споруд місцевості (стовпів, стін будинків, колодязів тощо) у відповідному масштабі.
Таблиця 3.12 – Залежність довжини лайнера від діаметра газопроводу й стандартного розмірного відношення SDR.
Очищають газопровід до повного усунення всіх видів сторонніх включень, відкладень, твердих часток .
Якість проведених робіт з очищення перевіряють шляхом відеоспостереження, при відсутності виступаючих часток більше, ніж на 0,5 мм, складають акт про виконані роботи, який підписують замовник і відповідальний представник організації, яка виконує роботи з реконструкції.
Протягування поліетиленової профільованої труби в очищений стальний газопровід виконують при швидкості 2 м/хв. Для втягування «U- ЛАЙНЕРА» в трубу застосовують лебідку. Прямо з барабану «U- ЛАЙНЕРА» втягують в стальну трубу (рис. 3.38).
Положення труби (за формою) при втягуванні фіксується таким чином, щоб була можливість підконтрольного втягування. З цією метою застосовують причепи – барабани з притискаючими роликами, які фіксують трубу, що знаходиться на барабані.
Для запобігання пошкодженню лайнера при протягуванні гострими стальними кромками у вхідному котловані до кінцівки стального газопроводу приєднують спеціальний захисний пристрій. За допомогою автоматично вимірюючих і реєструючих приладів контролюють тягове зусилля, яке залежить від діаметра газопроводу і властивостей матеріалу
(табл. 3.13).
307
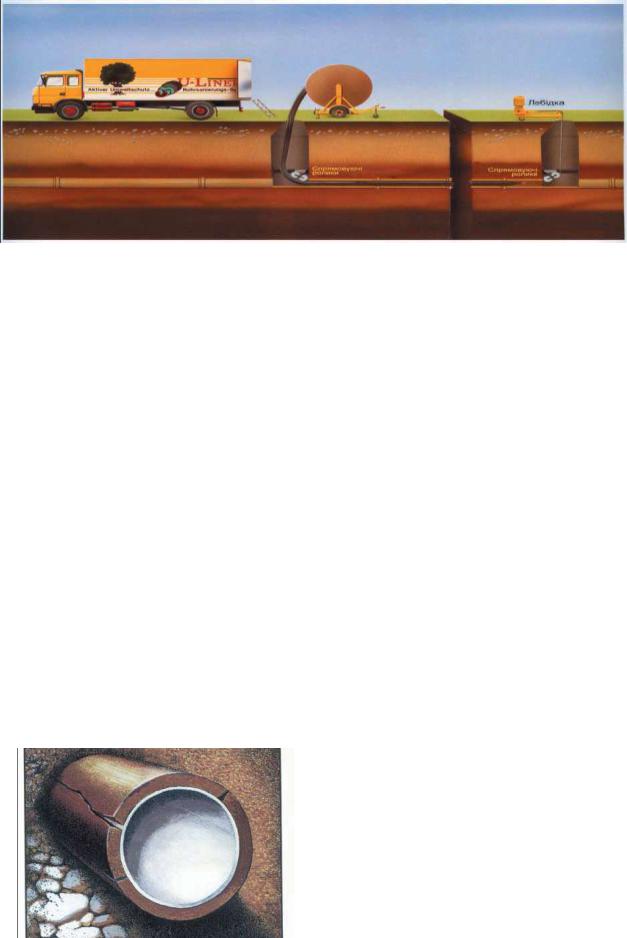
Рис. 3.38 – Втягування «U-ЛАЙНЕРА» в стальну трубу
Після протягування в газопровід поліетиленової профільованої труби з одного її боку прикріплюють спеціальну калібруючу деталь, через яку з парогенератора подається пароповітряна суміш з тиском 0,1-0,3 МПа і температурою 105 °С. Таким чином ініціюється процес відновлення попередньої круглої форми лайнера (рис. 3.39).
Таблиця 3.13 – Залежність тягового зусилля від умовного діаметра газопроводу та SDR.
№ |
Умовний діаметр, мм |
|
Тягове зусилля, кН |
|
|
п/п |
|
SDR 26 |
|
SDR 17 |
SDR 11 |
1 |
2 |
3 |
|
4 |
5 |
1 |
100 |
- |
|
13 |
19 |
2 |
125 |
- |
|
21 |
30 |
3 |
150 |
- |
|
30 |
44 |
4 |
200 |
36 |
|
53 |
78 |
5 |
225 |
45 |
|
63 |
92 |
6 |
250 |
57 |
|
84 |
123 |
7 |
300 |
82 |
|
120 |
176 |
8 |
350 |
110 |
|
162 |
238 |
9 |
400 |
143 |
|
212 |
312 |
Рис. 3.39 – Відновлення круглої форми лайнера
Тривалість відновлення попередньої форми труби складає від 3 до 5 годин, залежно від довжини й діаметра сталевого газопроводу.
Надлишок пари з протилежного боку профільованої полетиленової труби через калібруючу деталь скидають в місткість для конденсату або в навколишнє середовище.
308
Після відновлення попередньої круглої форми лайнер охолоджують, при цьому подають в газопровід повітря з тиском не вище 0,6 МПа, протягом 2- 6 годин, залежно від діаметра газопроводу й температури зовнішнього повітря.
Процес охолодження вважають закінченим, якщо температура повітря досягла 30°С; її вимірюють з протилежного боку ділянки газопроводу, який відновлюють. Тиск повітря знижують, припиняють процес охолодження і видаляють з лайнера калібруючі деталі. З обох боків відновленої ділянки газопроводу поліетиленову трубу відрізають на відстані не менше 0,5м від краю сталевого газопроводу.
Потім трубопровід продувають повітрям з тиском 0,3 МПа для видалення конденсату, що накопичився після подачі пару. Для остаточного видалення вологості з газопроводу протягують паралоновий поршень.
Після продувки в присутності представників експлуатаційної організації газового господарства за допомогою відеокамери перевіряють якість виконаних робіт з відновлення і складають відповідний акт.
Для запобігання попадання в поліетиленовий газопровід сторонніх предметів, вологості й бруду з обох боків його закривають заглушками, як і при протягуванні звичайних труб із ПЕ 80 і ПЕ 100.
Газопровід приймають в експлуатацію після проведення випробувань на міцність та герметичність.
Протягування ПЕ труби холодним способом – технологія «СУБЛАЙН»
Профілювання ПЕ труб холодним способом здійснюють безпосередньо на місці виконання робіт або поблизу нього. Порядок проведення робіт аналогічний іншим технологіям, наприклад, «U- ЛАЙНЕР».
Технологію «СУБЛАЙН» застосовують для реновації зношених газо- і водопроводів, а також каналізації. Поліетиленову трубу профілюють (надають їй характерну форму) за допомогою бандажів, після чого вона вільно протягується в стальний газопровід. Таким чином реконструюють трубопроводи діаметром від 75 до 1600 мм з SDR від 26 до 80, швидкість протягування в середньому складає 2-4 м/хв, а механічні зусилля можуть досягати 8 т.
309
Після закінчення робіт з протяжки кінець труби вирівнюють домкратом, а потім встановлюють спеціальний круглий фланець, до якого кріплять заглушку.
Під дією внутрішнього тиску води профільована труба відновлює свою форму.
Дану технологію широко застосовують за кордоном для ремонту трубопроводів великої довжини, при цьому на місце проведення робіт зварену встик пліть доставляють водними шляхами.
17.2.5. Відновлення старої труби – технологія «ФЕНІКС»
Технологію «ФЕНІКС» вперше було застосовано в Японії для захисту трубопровідних систем від землетрусів. Згодом цей метод став використовуватися в системі газопостачання для санації газопроводів низького і середнього тиску. Отже, він уже понад 15 років успішно і економічно вигідно застосовується багатьма провідними країнами світу для реконструкції газопроводів методом облицювання внутрішньої поверхні сталевого газопроводу за допомогою еластичного шлангу з тканини, що складається з поліефірних та нейлонових компонентів і має внутрішній шар з поліефіру. Така структура шлангу й властивості матеріалів зумовлюють його міцність і водночас гнучкість, а саме – тривалу міцність на розтягування при вигині й тривалий модуль пружності. Нейлонові волокна допомагають розтягуватися шлангу в радіальному напрямку, водночас поліефірні волокна запобігають розтягуванню в поздовжньому напрямку. Завдяки таким властивостям шланг витримує значний внутрішній тиск.
При проведенні ремонтних робіт за технологією «ФЕНІКС» не зменшується прохідний переріз трубопроводів. Внутрішній шар з поліефіру шлангу має значно менший коефіцієнт шорсткості (k~0,007), ніж внутрішня поверхня сталевих трубопроводів. Міцність, еластичність і гнучкість шлангу не дозволяють йому розірватися при пошкодженні сталевого газопроводу під дією зовнішніх механічних навантажень. Максимальна довжина ділянки, що відновлюється за одну технологічну операцію, – 500 м. Ще однією перевагою цієї технології є скорочення об’єму земляних робіт, строків реконструкції, збільшення терміну експлуатації до 50 років.
Технологія «ФЕНІКС» характеризується певною послідовністю виконання кожної технологічної операції і чітким дотриманням визначених
310