

1.2 Общая компоновка
Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые, модульные и питчевые резьбы.
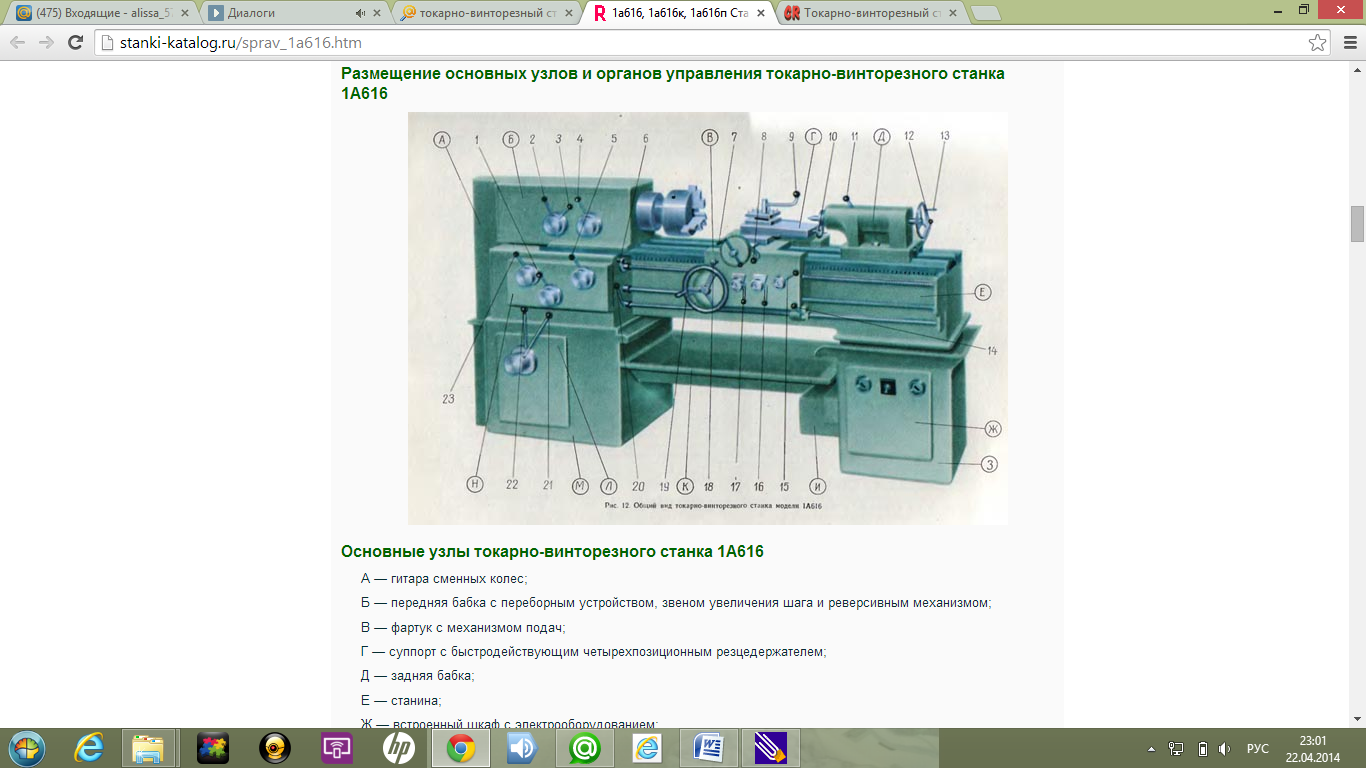
Рисунок 1 Устройство токарно- станка модели 1А616
Основные узлы токарно-винторезного станка 1А616 А — гитара сменных колес, Б — передняя бабка с переборным устройством, звеном увеличения шага и реверсивным механизмов, В — фартук с механизмом подач, Г — суппорт с быстродействующим четырехпозиционным резцедержателем, Д — задняя бабка, Е — станина, Ж — встроенный шкаф с электрооборудованием, З — задняя тумба, И — система охлаждения, К — поддон для сбора охлаждающей жидкости и стружки, Л — коробка скоростей, М — передняя тумба, Н — коробка подач.
Спецификация органов управления токарным станком 1А616. 1 - рукоятка установки типа резьбы или подачи, 2 - рукоятка установки нормального или увеличенного шага, 3 - рукоятка реверсирования перемещения суппорта, 4 - рукоятка управления перебором, 5 - рукоятка переключения множительного механизма коробки подач, 6 - пуговка включения ходового винта или ходового валика, 7 - рукоятка ручного поперечного перемещения суппорта, 8 - рукоятка быстрого отвода суппорта в поперечном направлении, 9 - рукоятка поворота и закрепления четырехпозиционного резцедержателя, 10 - рукоятка ручного перемещения верхней, части суппорта, 11 - рукоятка закрепления пиноли задней бабки, 12 - рычаг закрепления корпуса задней бабки на направляющих станины, 13 - маховичок ручного перемещения пиноли задней бабки, 14 - рукоятки включения, выключения и реверсирования главного электродвигателя, 15 - рукоятка включения и выключения маточной гайки продольного ходового винта, 16 - рукоятка включения и выключения поперечной подачи суппорта, 17 - рукоятка включения и выключения продольной подачи суппорта, 18 - кнопка для выключения реечной шестерни, 19 - маховичок ручного продольного перемещения суппорта, 20 - рукоятки включения, выключения и реверсирования главного электродвигателя, 21 - рукоятки управления коробкой скоростей, 22 - рукоятки управления коробкой скоростей, 23 - рукоятка установки шага резьбы или величины подачи.

Рисунок 2 Суппорт токарно-винторезного станка 1А616
Крестовый суппорт состоит из продольных салазок 1, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырех-позиционного резцедержателя 21. Продольные салазки 1 перемещаются по внешним направляющим станины 24. Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18. Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение
верхней части суппорта осуществляется
рукояткой 11, закрепленной на винте 6.
Гайка 7 жестко связана со средней
поворотной частью 3. Величина пере- ,
 мещения
верхней части суппорта отсчитывается
по лим-бовому кольцу 9, которое удерживается
в нужном положении пластинчатой пружинкой
10. Гайки 12 служат для устранения зазора
между винтом 6 и корпусом верхней части
суппорта. Рукоятка 5 с помощью храповика
20 и кулачка 19 обеспечивает освобождение,
поворот, фиксацию и закрепление
резцедержателя 21.
мещения
верхней части суппорта отсчитывается
по лим-бовому кольцу 9, которое удерживается
в нужном положении пластинчатой пружинкой
10. Гайки 12 служат для устранения зазора
между винтом 6 и корпусом верхней части
суппорта. Рукоятка 5 с помощью храповика
20 и кулачка 19 обеспечивает освобождение,
поворот, фиксацию и закрепление
резцедержателя 21.
Для таких токарно-винторезных станков повышенной точности, как станок модели 1А616, предельное отклонение от параллельности направления движения салазок суппорта оси шпинделя передней бабки составляет 0,02 мм на длине 100 мм.