

1.9. Оформление отсчета
Отсчет должен быть оформлен в тетради для лабораторно-практических работ, и содержать следующие сведения:
классификация режущих инструментов;
упрощенные схемы: резцов общего назначения, инструмента для обработки отверстий, фрез, протяжек и прошивок, инструмента для обработки резьбы, зуборезного инструмента, общие сведения об абразивных материалах и инструментах.
При сдаче практической работы студент должен ответить на любой из следующих вопросов:
классификация режущего инструмента.
отличительные особенности режущих инструментов.
Практическое занятие №2
Цель занятия - изучение металлорежущего оборудования.
2.1. Классификация станков
Металлорежущие станки классифицируют следующим образом:
1) по весу:
легкие (до 300 кН),
средние (300 кН - 1 мН),
тяжелые (более 1 мН).
2) по точности:
нормальной (Н),
повышенной (П),
высокой (В),
особо высокой (А),
сверхвысокой (С).
3) по технологическому назначению делят на следующие группы:
- резервная;
- токарная;
- сверлильные и расточные;
- шлифовальные;
- комбинированные;
- резьба- и зубообрабатывающие;
- фрезерные;
- строгальные, долбежные, протяжные;
- разрезные;
- разные.
К отдельной группе станков относятся станки с числовым программным управлением (ЧПУ):
а) с предварительным набором координат и световой индикацией (Ф 1);
б) позиционные (Ф 2);
в) контурные (непрерывного действия) (Ф 3);
г) комбинированные (Ф 4).
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра обозначает номер группы, вторая - подгруппы (тип станка ), а последние одна или две цифры -наиболее характерные технологические параметры станка. Буква, стоящая после первой или второй цифры указывает на различное исполнение и модернизацию базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс станка или его особенности.
Например,
- 1Е116 означает токарно-револьверный станок одношпиндельный автомат с наибольшим диаметром обрабатываемого прутика 16 мм;
2Н125 означает вертикально-сверлильный станок с условным наибольшим диаметром сверления 25 мм;
16К20 означает токарно-винторезный станок, модернизированный с высотой центров 200 мм.
Кроме того, станки подразделяются на широкоуниверсальные, универсальные (общего назначения), специализированные и специальные. Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например, модель МШ - 245 - рейко-шлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
2.2. Станки токарной группы
К станкам токарной группы относится: токарно-винторезные; токарно-револьверные; токарно-карусельные; многорезцовые токарные полуавтоматы; вертикальные многошпиндельные полуавтоматы роторной обработки; одно-шпиндельные токарно-револьверные автоматы; многошпинделевые автоматы параллельной обработки и другие.
На рис. 2. 1. Изображен токарно-винторезный станок, предназначенный для точения наружных и внутренних поверхностен тел вращения, а также для выполнения сверлильных операций, Станок состоит из станины 2, на которой установлены левая тумба 1 и правая тумба 14. На левой тумбе крепится передняя бабка 2, панель управления 5, коробка передач 3, коробка сменных зубчатых колес 4. Задняя бабка 11 имеет возможность перемещаться по направляющим станка. Станок имеет продольный суппорт 7 (с продольной подачей Sпр) и поворотный суппорт 9 с возможностью поперечного перемещения (SП). На поворотном суппорте 9 установлен резцедержатель 8. В фартуке 10 установлены механизмы переключения суппортов на автоматическое перемещение по ходовому винту 12 и ходовому валику 13.
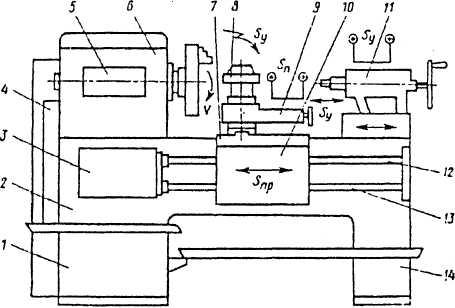
Рис 2.1. Токарно-винторезный станок
Па рис. 2.2 изображена схема токарно-револьверного станка, который состоит из: револьверной головки 2 (револьверная головка может располагаться вертикально, горизон-тально и наклонно); поперечный суппорт 1, упор 3, все остальные элементы станка аналогичны токарно-винторезному станку. Режущий инструмент крепится в револьверной головке.
На рис. 2.3 показана схема токарно-каруселъного станка, предназначена для точения крупных и тяжелых заготовок. Станок состоит из стоек 2 и 4, стола-карусели 1 (диаметром до 21 м) с вертикальной осью вращения, верхнего суппорта резцедержателя 3, бокового суппорта резцедержателя 7, револьверной головки 6 и траверсы 5.
Многорезцовые токарные полуавтоматы (рис. 2.4) предназначены для обработки наружных поверхностей блоков зубчатых колес, шпинделей, ступенчатых валов и др., и состоят из верхнего суппорта 1, нижнего суппорта 2, а также задней бабки, передней бабки, станины и стоек.
Вертикальные многошпиндельные полуавтоматы роторной обработки (рис. 2.5) предназначены для многоплановой обработки изделий. Отличительная особенность этого оборудования от других состоит в том, что процесс обработки изделия и его транспортирования совмещен во времени, т.о. происходит одновременно. Вертикальный многошпиндельный полуавтомат роторной компоновки состоит из станины 1, стола 2, шпинделей 3, суппортов 4, кулачка 5 подачи суппортов, ротора 6.
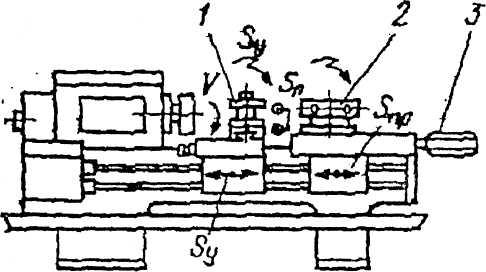
Рис. 2.2. Токарно-револьверный станок
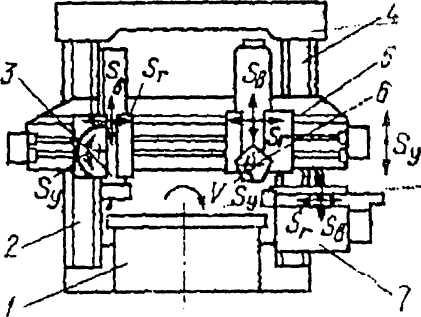
Рис.2.3. Токарно-карусельный станок
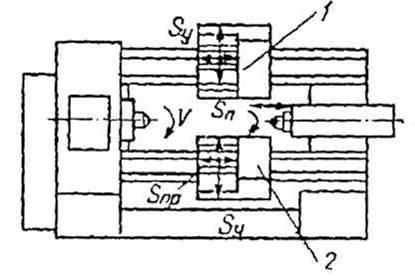
Р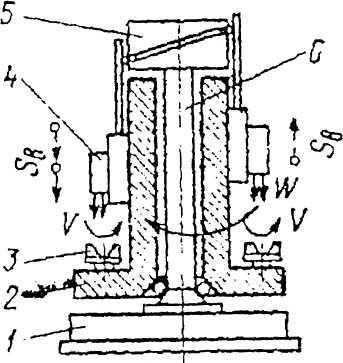 ис.2.4.
Токарный многорезцовый станок
ис.2.4.
Токарный многорезцовый станок
Рис. 2.5. Вертикальный многошпиндельный токарный полуавтомат роторной обработки