

Рис 1.22. Резьбовые резцы и резьбовые гребенки
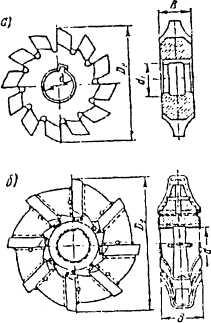
Резьбовые фрезы по конструкции делят на дисковые (однониточные) и цилиндрические (гребенчатые), представ-ляющие собой набор дисковых резьбовых фрез (рис. 1.23). Цилиндрические фрезы бывают хвостовые (концевые) (рис. 1.24) и насадные.
Накатывание резьбы наиболее производительный и экономичный метод получения наружной резьбы, обеспечивающий ее большую прочность (рис. 1.25). Накатку можно выполнять: 1) плоскими плашками; 2) накатными роликами; 3) накатными роликами, дуговыми и кольцевыми плашками; 4) накатными головками и круглыми накатными плашками.
Плоские накатные плашки (рис. 1.26) конструктивно оформляют в зависимости от схемы профилирования ими резьбы. Их разделяют на три основных типа:
плашки без заборной части;
плашки с заборной частью;
плашки со шлифованным под определенным углом к основанию плашки профилем ниток в их забор-ной части


Рис. 1.23. Фреза резьбовая цилиндрическая
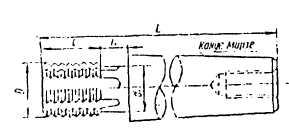

Рис 1.24. Фреза резьбовая цилиндрическая хвостовая
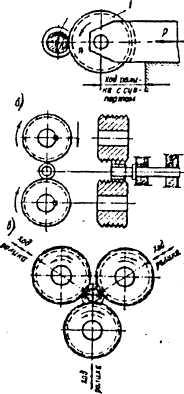
Рис 1.25. Схемы накатывания наружной резьбы
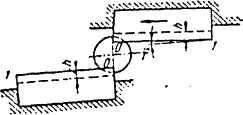
Рис 1.26. Схема накатывания наружной резьбы плоскими накатными платками
Накатные ролики в сравнении с плоскими планками обеспечивают большую точность деталей по шагу и углу профиля, а также большую чистоту резьбы. Ролики бывают двух конструкций: 1) нормальной; 2) со шлифованным по архимедовой спирали профилем щеток в их заборной части (рис. 1.27).

Рис 1.27. Накатные ролики
При накатке с помощью ролика и дуговой плашки (рис. 1.28, а) рабочее (вращательное) движение получает ролик. Полный цикл накатывания резьбы происходит за время прохода заготовки между роликом и плашкой
Другая разновидность накатки с использованием ролика и кольцевой плашки (рис. 1.28, б) позволяет производить накатывание резьбы непрерывным процессом. Заготовка, попадая в разгрузочную зону, прокатывается между наружной резьбой ролика и внутренней резьбой кольцевой плашки.
Кроме того, для накатывания наружных резьб широко применяются резьбонакатные головки НГ; НГН; ВНГН; ГУР и т. д. (рис. 1.29). Резьбонарезные головки, как правило, применяются на токарно-винторезных и токарно-револьверных станках. Головка устанавливается в задней бабке станка и подается на заготовку и, захватив ее, накатывает резьбу на установленную длину.
Резьбонакатные плашки (рис. 1.30) применяют для машинного и ручного накатывания резьбы в условиях, иден-тичных условиям работы круглых резьбонарезных плашек.

Рис 1.28. Накатывание наружной резьбы (а - ролик-дуговая плашка, б - ролик-кольцевая плашка)
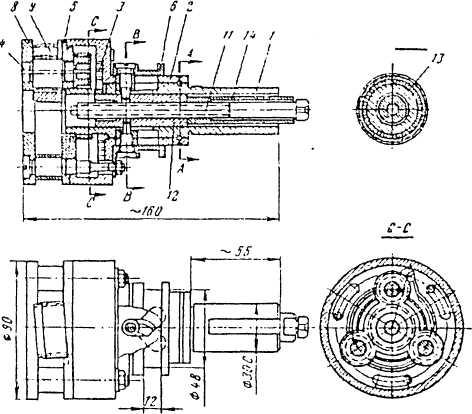
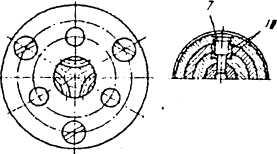
Рис.1.29. Резьбонакатная головка
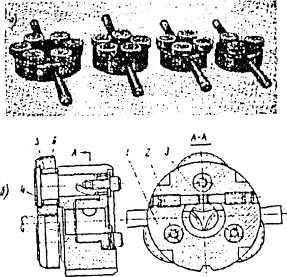
Рис 1.30. Резьбонакатные плашки
Резьбонакатные головки и плашки имеют следующие преимущества: а) повышение скорости накатывания; б) повышение точности и чистоты резьбы; в) увеличение стойкости инструмента.
1.7. Зуборезный инструмент
Все зуборезные инструменты работают по одному из двух методов: 1) копирование; 2) сопряжение (обкатка).
Зуборезные инструменты разделяют на следующие типы:
1. Работающие методом копирования:
• дисковые
 модульные
фрезы
(рис. 1.31);
модульные
фрезы
(рис. 1.31);
Рис 1.30. Дисковая модульная фреза
· пальцевые модульные фрезы
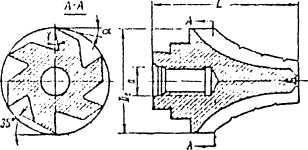
Рис 1.32. Пальцевая модульная фреза
· фасонные зуборезные головки (рис. 1.33).
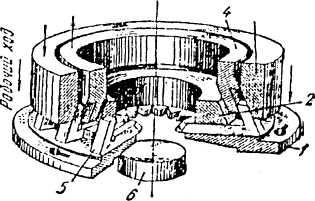
Рис 1.33. Фасонная зуборезная головка
2. Работающие методом сопряжения (обкатки, сгибания):
• червячные фрезы (рис. 1.34);
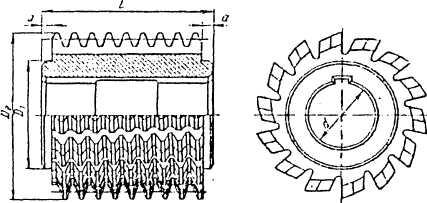
Рис 1.34. Цилиндрическая червячная фреза
· зуборезные долбяки (рис. 1.35);
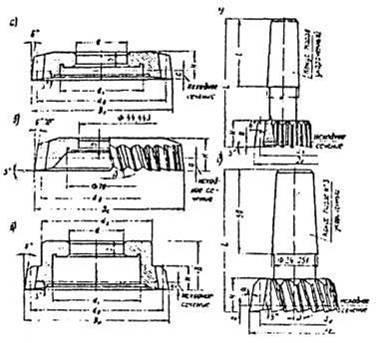
Рис. 1.35. Зуборезные долбяки различного конструктивного исполнения
• зуборезные гребенки (рис. 1.36);
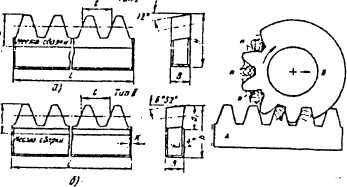
Рис. 1.36. Зуборезные гребенки и схема нарезания зубьев
· зуборезные резцы(рис. 1.37)

Рис. 1.37. Схема нарезания зубьев резцами
Для окончательной чистовой обработки боковых сторон зуба колеса применяют три типа режущих инстру-ментов:
· шевер-рейку (рис. 1.38);

Рис.1.38. Шевер-рейка
· дисковый шевер (рис. 1.39);
 Рис.
1.39. Дисковый шевер
Рис.
1.39. Дисковый шевер
 • червячный
шевер
(рис. 1. 40).
• червячный
шевер
(рис. 1. 40).
Рис.1.40. Червячный шевер
Дисковые модульные фрезы бывают черновые и чистовые. Внешние формы фрез стандартизированы.
Пальцевые фрезы применяют в тяжелом машиностроении для фрезерования профиля зубчатых колес (прямо-зубых и косозубых) крупных модулей. Фрезы бывают черновые и чистовые. Фрезы эти не стандартизированы. Они состоят из двух частей - режущей части и хвостовой (крепежной).
Зуборезная головка состоит из двух стальных дисков 1 и 2. В нижнем диске прорезаны пазы для резцов. Число пазов точно соответствует числу нарезаемых зубьев колеса. Сводящее кольцо 3 устанавливает резцы для работы, а разводящее кольцо 4 отводит резцы после каждого рабочего хода. В результате фасонные резцы 5 производят долбление впадин заготовки 6. Одну резцовую головку используют только для нарезания зубчатого колеса одного размера.
Червячные фрезы позволяют нарезать как цилиндрические колеса с прямыми и косыми зубьями, так червячные и конические с криволинейными зубьями. Червячные фрезы стандартизированы. Бывают трех типов и четырех классов точности.
Зуборезные долбяки работают методом обкатки. Долбяком нарезают цилиндрические зубчатые колеса, как с прямыми, так и с косыми зубьями наружного и внутреннего зацепления. Долбяки стандартизированы, их изготавливают пяти типов и трех классов точности.
Гребенка представляет собой эвольвентную зубчатую рейку. Зуборезные головки нормализованы. Гребенки бывают двух типов: с прямыми и с косыми зубьями. Второй тип гребенок применяют для нарезания шевронных зубьев на цилиндрических колесах.
Для нарезания конических колес применяют парные резцы и резцовые головки. Парными резцами нарезают конические зубчатые колеса с прямыми зубьями, а резцовыми головками - конические зубчатые колеса с криволинейными зубьями.