

Технические данные мрп-2
1 Габариты отбираемых стандартных отправлений, мм
Карточки почтовые 105х148х0,3
Письма в конвертах 114х162х3,0
2 Техническая производительность машины, п/ час - 28 000
2.2 КОНСТРУКЦИИ ОСНОВНЫХ УЗЛОВ АВТОМАТИЧЕСКОЙ
МАШИНЫ ДЛЯ РАЗБОРКИ ПИСЕМ ПО ГАБАРИТАМ
Автоматические разборочные машины, как правило, содержат три основных функциональных блока:
формирователь;
блок анализа габаритов и жёсткости;
блок накопителей стандартной и нестандартной корреспонденции.
Вакуумный формирователь потока писем машины МРП-2 (рисунок 6.3, рисунок 6.4) состоит из вакуумной камеры 1, к которой прилегает перфорированная лента 3. Письма загружаются в бункер 2.
|
|
2 3 1 |
|
Рисунок 6.3 - Схема вакуумного формирователя потока писем |
Рисунок 6.4 - Вид вакуумного формирователя потока писем |
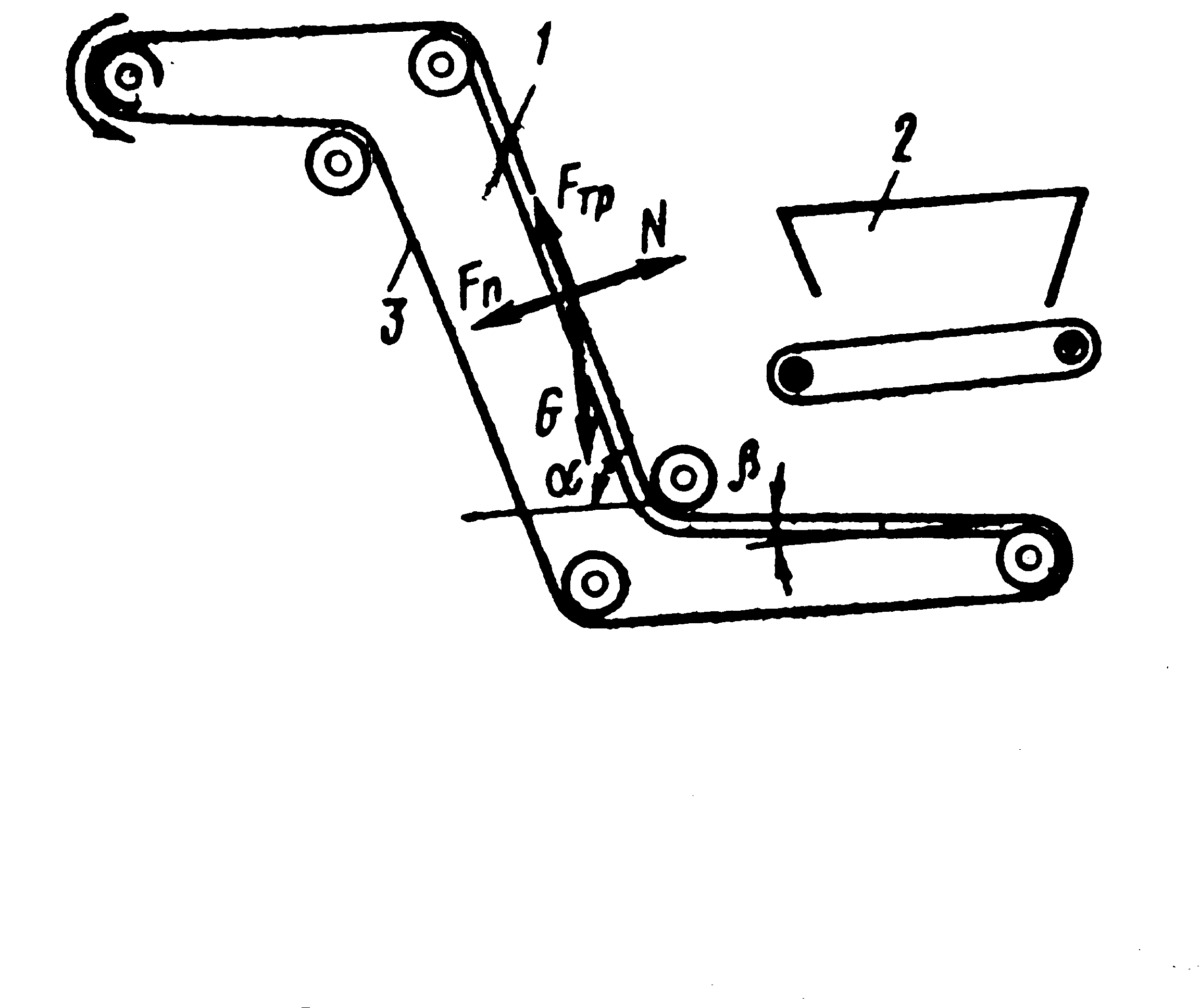




Лента с отверстиями выполнена из плотной прорезиненной ткани, прилегает к вакуумной камере, наклонный участок которой имеет угол = 80˚ к горизонту. При включении вакуумного насоса в камере создаётся разряжение и письма, имеющие контакт с лентой, присасываются к отверстиям. Те письма, которые составляют последующие слои, по крутонаклонному участку ссыпаются в бункер. Поэтому на выходе формирователя получается поток в один – три слоя писем, который может быть направлен в анализирующее устройство.
2.3 АНАЛИЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПО ТОЛЩИНЕ
Контроль писем по толщине может быть произведён, если письмо лежит в горизонтальной плоскости (рисунок 6.5).
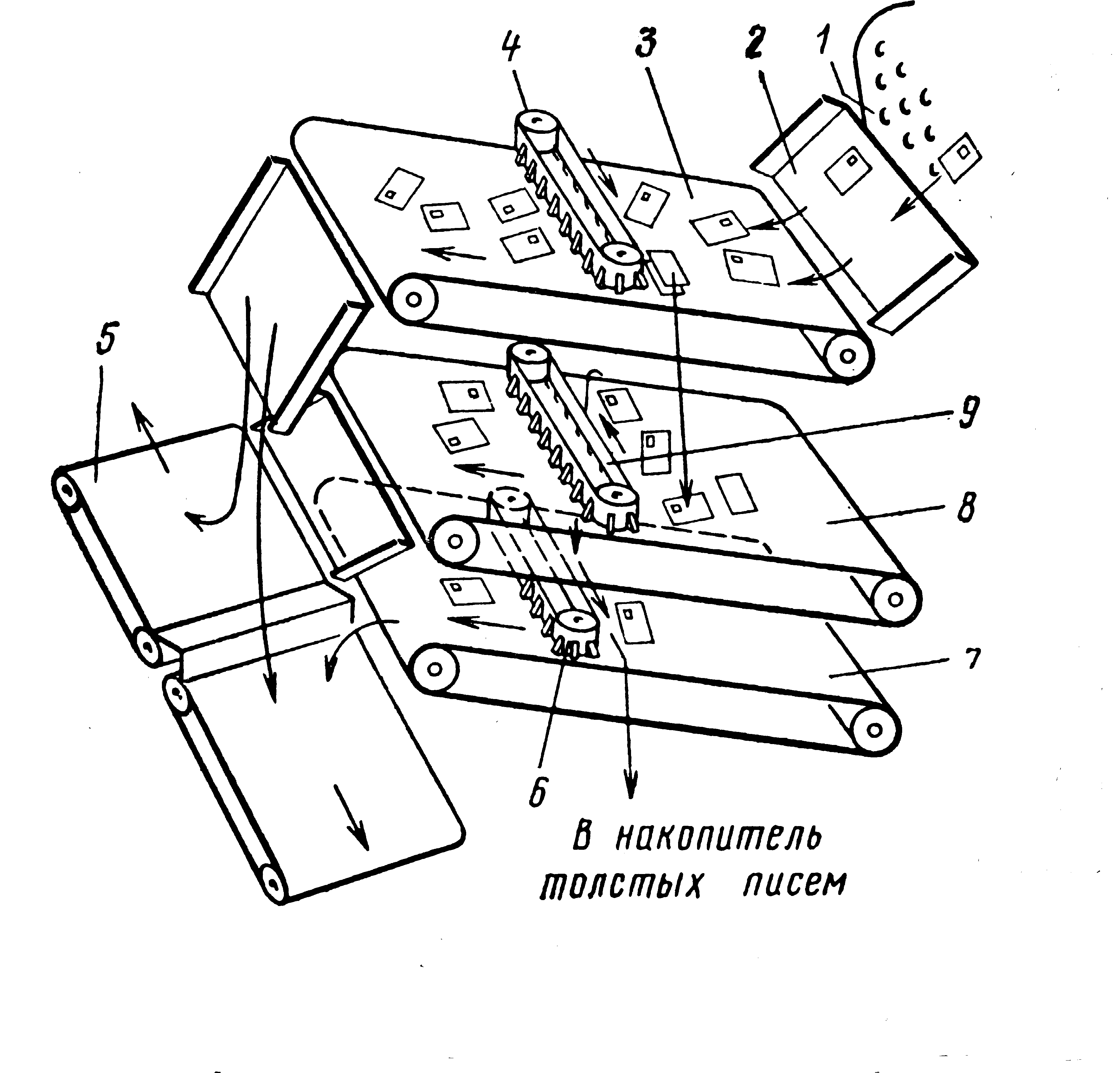
1 - Вакуумный формирователь;
2 - Лоток;
3,7,8 - Ленты конвейеров;
4,6,9 - Скребковые конвейеры;
5 - Сборный конвейер.
Рисунок 6.5 - Анализатор писем по толщине, лежащих в горизонтальной
плоскости
Письма непосредственно с вакуумного формирования 1 по лотку 2 поступают в систему, состоящую из трёх конвейеров 3, 7, 8, расположенных один под другим, и сборного конвейера 5. Продольная ось конвейера 8 смещена к осям конвейеров 4, 6, 9. Скребки поперечных конвейеров имеют зазор по отношению к лентам 3, 7, 8. Величина зазора равна максимально допустимой толщине стандартного письма. Направление движения скребковых конвейеров 4, 6 совпадают, а конвейера 9 – в обратную сторону.
1 2 3



1- Скребковый конвейер;
2 – Письмо;
3 - Лента конвейера.
Рисунок 6.6 - Анализатор писем по толщине машины МРП-2 (верхний ярус)
2 1 3

1 - Электродвигатель скребкового конвейера;
2 - Скребковый конвейер;
3 - Лента подающего конвейера.
Рисунок 6.7 - Скребковый конвейер (вид сбоку)
Под действием скребков верхние слои писем, а также толстые письма смещаются на край конвейера 3 и падают на конвейер 8. Нижний слой писем, проходящий в щель между скребками и лентой, через спуск попадает на сборный конвейер 5. Письма, которые не успели расслоиться, и толстые письма с конвейера 8 попадают на конвейер 7. На конвейере 7 (рисунок 6.5) толстые письма с помощью скребков сдвигаются в накопитель толстых писем, а тонкие, пройдя через щель, попадают на сборный конвейер 5, с помощью которого письма разделяются на потоки и направляются к следующей ступени анализатора.
Необходимо отметить, что для дальнейшей обработки письма на конвейере должны следовать друг за другом с некоторым интервалом и на длинном ребре.
Поворот писем на длинное ребро производится специальными щётками, установленными над трассой конвейера на кронштейнах (рисунок 6.8).
1 2 3 4




1 - Специальные щетки;
- Специальные щетки;
2 – Письмо;
3 - Лента вертикального конвейера;
4 – Кронштейн.
Рисунок 6.8 - Устройство поворота писем на длинное ребро