

Закон изменения скорости полосы вдоль очага деформации
Выше определили скорости полосы только для крайних сечений очага деформации – входа и выхода полосы из валка. Характер изменения скорости полосы на протяжении очага деформации можно определить из условия постоянства секундных объемов. Если допустить, что скорости равномерно распределены по высоте полосы и отсутствует уширение полосы, т.е. b0=b=b1, тогда получим:
h0v0 = hv=h1v1, (30)
откуда:
![]() (31)
(31)
или
![]() , (32)
, (32)
т.е. изменение скорости полосы в очаге деформации можно определять, используя либо условие на входе (h0,v0), либо условие на выходе (h1,v1).
Текущую высоту полосы h в любой точке дуги контакта можно определить с помощью формулы (6) с учетом Δh = h0 – h1, h0 = h1+D(1–cosα):
h=h1+D(1–cos). (33)
Подставляя полученное значение h в формулы (31) и (32) для определения v, получим:
![]() ; (34)
; (34)
![]() . (35)
. (35)
Соотношение скоростей металла и валков в очаге деформации
Определение скорости перемещения деформированного металла относительно поверхности валков является одной из основных кинематических задач теории прокатки. Поскольку скорость металла непрерывно возрастает от сечения входа к сечению выхода и при этом скорость входа металла в валки меньше скорости валков, а скорость выхода больше, то очевидно в очаге деформации существует такое сечение, в котором скорости валков металла одинаковы. Это сечение называется нейтральным. Его положение в очаге деформации определяется величинойнейтрального углаγ.
На построенной диаграмме, отражающей соотношение скоростей валков и металла (рис. 19), горизонтальная проекция окружной скорости валков определялась, как:
vхв = vвcos,
а скорость металла по формуле (35).
Нейтральное сечение разделяет очаг деформации на две зоны скольжения: зону отставания (І), расположенную от нейтрального сечения к сечению входа, и зону опережения (ІІ), расположенную от нейтрального сечения к сечению выхода. В любом сечении зоны отставания скорость металла меньше, а в зоне опережения, наоборот, больше горизонтальной проекции окружной скорости валков.
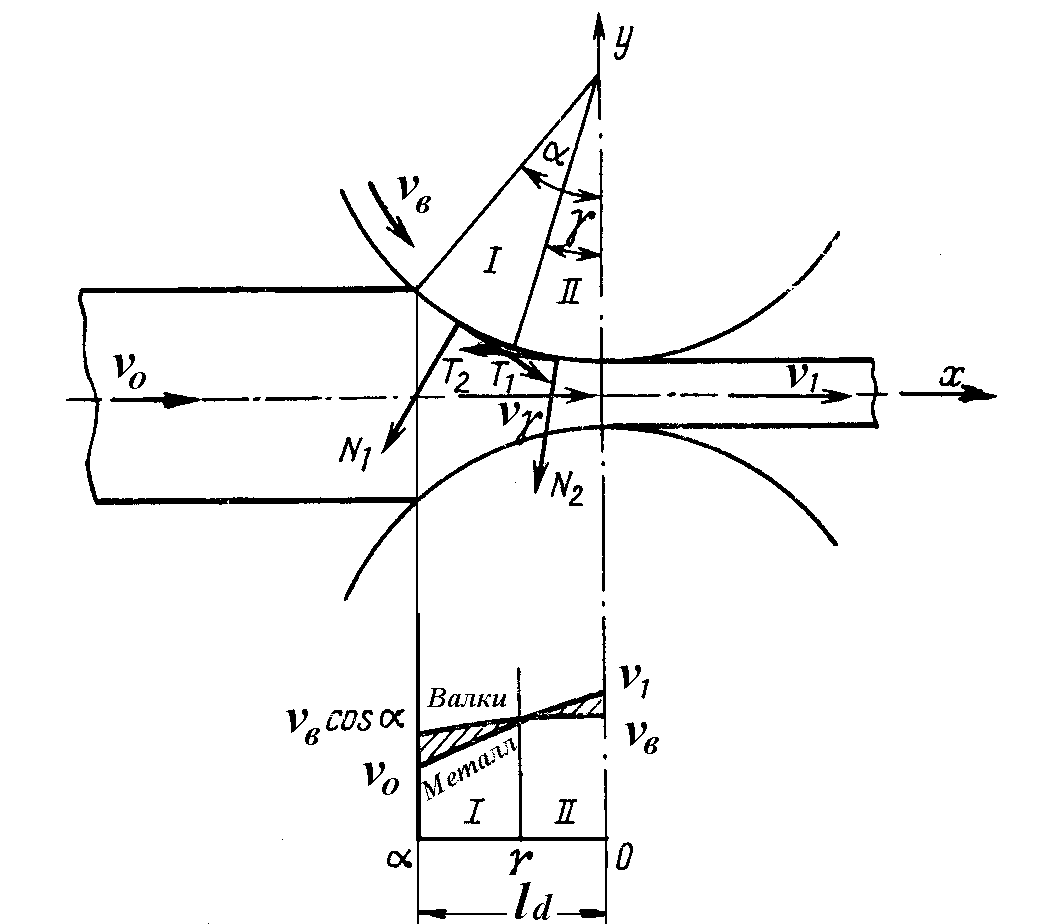
Рис. 19. Схема действующих сил и изменение скоростей валков и полосы в очаге деформации
Различие скоростей перемещения металла и валков свидетельствует о том, что полоса при прокатке непрерывно проскальзывает относительно валков на всем протяжении очага деформации, кроме одного сечения – нейтрального сечения. В результате силы трения, возникающие на поверхности соприкосновении металла с валками, в зонах отставания и опережения, направлены во взаимно противоположные стороны, подпирают металл, затрудняя его деформацию.
Нейтральное сечение является разделом течения металла в очаге деформации. При обжатии полосы по высоте одна часть металла от нейтрального сечения отжимается вперед по ходу прокатки. При этом скорость пластического смещения этих частиц суммируется с окружной скоростью валков, образуя зону опережения.
Другая часть металла, наоборот, от нейтрального сечения отжимается назад, против хода прокатки. В этом случае скорость пластического смещения этих частиц металла вычитается из окружной скорости валков, образуя зону отставания.
Для практических расчетов величины опережения при прокатке используют формулу Дрездена:
![]() . (36)
. (36)
Опережение увеличивается с увеличением диаметра валков и угла , и уменьшением конечной высоты полосы.
Угол нейтрального сечения , необходимый для расчета опережения, определяют по формуле Павлова И.М.:
![]() . (37)
. (37)
Угол захвата необходимо определять в радианах. Можно использовать формулу:
![]() рад. (38)
рад. (38)
Знание опережения особенно важно для правильного расчета скоростного режима прокатки в клетях непрерывных станов, чтобы избежать чрезмерного натяжения или образования петли между клетями, так как это может привести к нарушению технологического процесса, а также к возникновению дефектов прокатываемого металла.