эмалирования. При дрессировке упрочняется только поверхностный слой, внутренние слои остаются пластичными, недеформированными, благодаря чему предотвращается появлений линий пластических сдвигов на поверхности. Для дрессировки используют одно- или двухклетевые нереверсивные станы кварто. Дрессировку производят за один подход.
При необходимости нужную шероховатость поверхности полосы получают при дрессировке. Для этого на валки наносят нужную степень шероховатости.
Отделка холоднокатаных полос. Холоднокатаные полосы отгружают потребителям либо в виде рулонов, либо в виде отдельных листов. В последнем случае рулонные полосы подают на непрерывные агрегаты поперечной резки, где полосу режут на листы. На агрегатах продольной резки широкую полосу распускают на более узкие ленты, сматываемые в рулон.
Нанесение защитных покрытий осуществляют на полосы или листы для защиты в агрессивных средах.
Все виды покрытий разделяют на металлические и неметаллические.
В качестве металлических покрытий используют олово, цинк, алюминий, хром, никель, медь, титан и др.
В качестве неметаллических – пластмассы, лаки, краски.
Глава 6. Сортовое производство
6.1. Основные положения калибровки
прокатных валков
Профилемназывается поперечное сечение полосы.
Сортовые профили получают прокаткой в валках, имеющих на рабочей поверхности кольцевые вырезы или выступы, которые называют ручьями. Ручьи двух (трех) валков, совмещенные по вертикальной оси, образуют калибр. Форма полосы, выходящей из калибра, принимает форму калибра (рис. 35.).
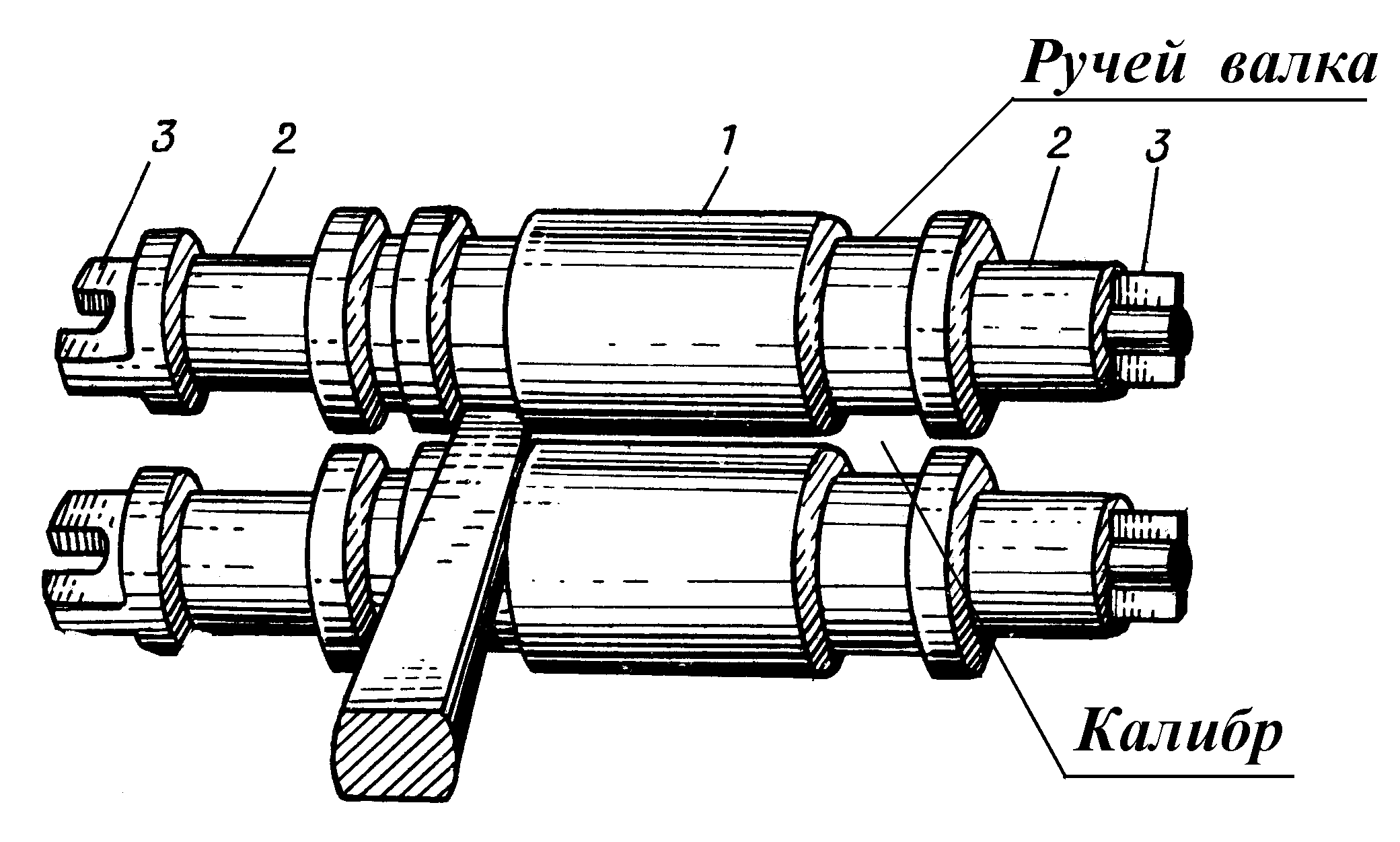
Рис. 35. Сортовые валки:
1 – бочка валка; 2 – шейка; 3 – треф
Выбор формы и размеров переходных сечений, последовательность их расположения, обеспечивающих получение при прокатке требуемого профиля из заданной заготовки, называют калибровкой профиля,а порядок размещения выбранных калибров на валках –калибровкой валков.
Форма калибров
По форме калибры подразделяют на простыеифасонные(рис. 36).
|
|
Рис. 36.Классификация калибров по форме:
простой формы: а – ящичный; б – ромбический; в – шестиугольный; г – овальный; д – круглый; е – квадратный; ж – шестигранный;
фасонные: з – балочный; и – швеллерный; к – уголковый; л – рельсовый; м – тавровый |
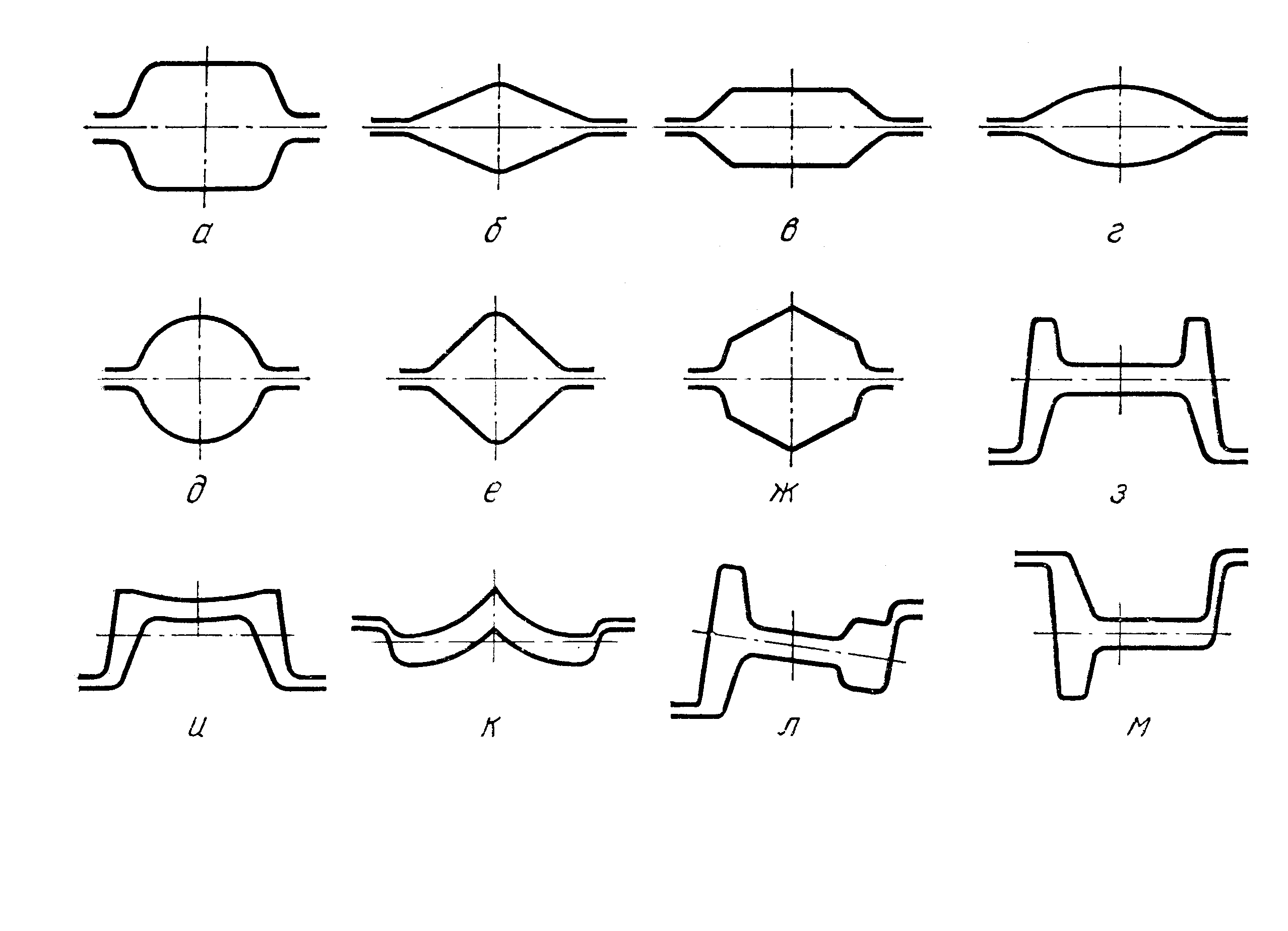
Калибры простой формы имеют очертание простых геометрических фигур. Они имеют две оси симметрии: вертикальную и горизонтальную (рис. 36, а-ж). Фасонные калибры имеют либо одну ось симметрии или могут быть полностью асимметричными (рис. 36,з-м).
Расположение калибров в рабочих валках
По расположению в валках различают калибры открытые,закрытые,полузакрытыеидиагональные(рис. 37).
У открытых калибров горизонтальный зазор между буртами валков располагается в пределах высоты калибра (рис. 37, а): у закрытых – зазор располагается за пределами калибра (рис. 37,б); у полузакрытых – ближе к основанию или вершине калибра (рис. 37,в); у диагональных зазоры между буртами расположены по диагонали (рис. 37,г).
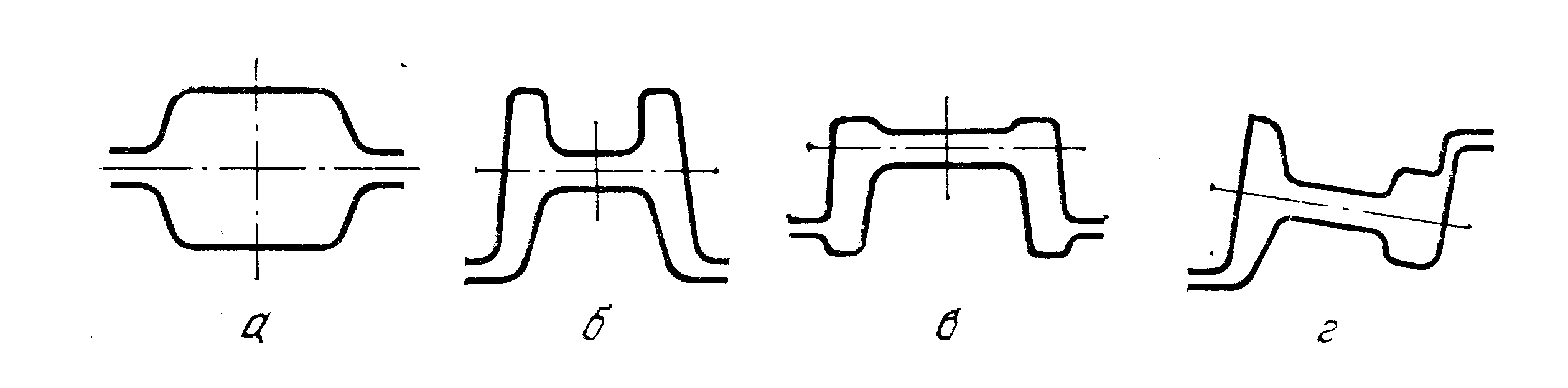
Рис. 37. Классификация калибров по
расположению в рабочих валках:
а– открытый;б– закрытый,в– полузакрытый;г– диагональный
Подразделение калибров по назначению
Обжимные (вытяжные) калибры– предназначены для уменьшения площади поперечного сечения исходного слитка, блюма или заготовки с целью получения заготовки, из которой в дальнейшем будет формироваться требуемый профиль. Эти калибры применяют при прокатке на блюмингах и заготовочных станах, а также в первых проходах на сортовых станах.
Совокупность чередующихся калибров одного или двух видов называют системой калибров. Название системы калибров включает виды чередующихся калибров. В качестве обжимных (вытяжных) калибров используют чередующие калибры простой формы.
После прокатки в обжимных (вытяжных) калибрах получают квадратную или прямоугольную заготовку, площадь поперечного сечения которой значительно (в 3-5 раз) превышает площадь сечения готового профиля.
Н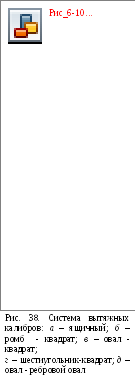 аиболее
распространенными являются следующие
системы калибров (рис. 38): ящичных
(прямоугольных) калибров (рис. 38,а),
ромб-квадрат (рис. 38,б), овал - квадрат
(рис. 38,в), шестиугольник - квадрат
(рис. 38,г), овал - ребровой овал (рис.
38,д).
аиболее
распространенными являются следующие
системы калибров (рис. 38): ящичных
(прямоугольных) калибров (рис. 38,а),
ромб-квадрат (рис. 38,б), овал - квадрат
(рис. 38,в), шестиугольник - квадрат
(рис. 38,г), овал - ребровой овал (рис.
38,д).
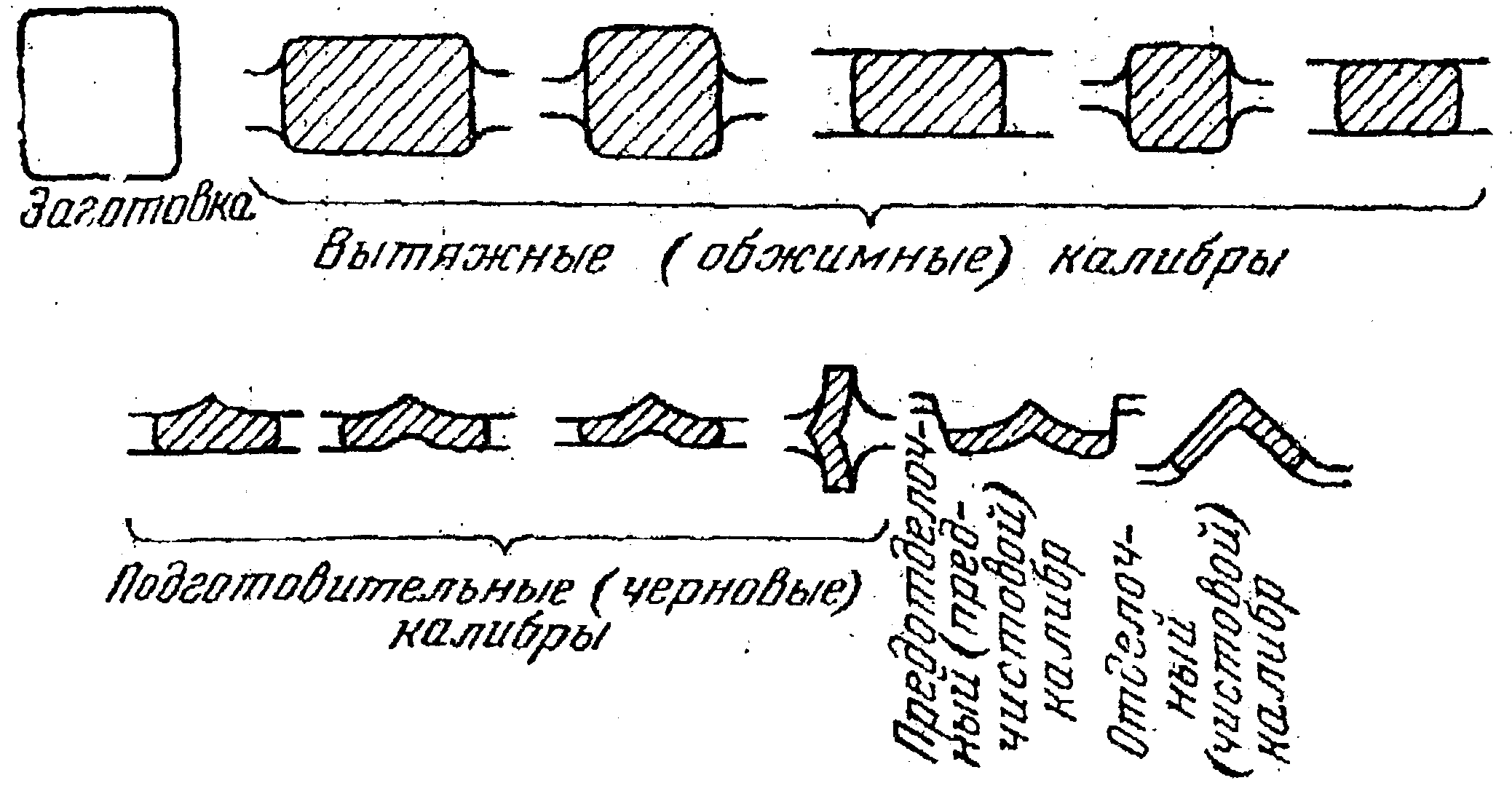
Черновые калибры. Обычно сортовые профили прокатывают из заготовки квадратного или прямоугольного сечения, отличающегося от формы фасонного профиля. Фасонный профиль можно получить путем последовательной прокатки заготовки в нескольких калибрах, в которых постепенно изменяется форма и размеры поперечного сечения полосы до готового профиля.
В черновых калибрах происходит также уменьшение площади поперечного сечения и вытяжка полосы. На сортовых станах черновые калибры располагаются после обжимных (вытяжных) калибров.
Чистовой калибр– последний по ходу прокатки калибр, из которого выходит готовый профиль с окончательной геометрией и размерами.
Последний черновой калибр, предшествующий чистовому, называется предчистовымилипредотделочным. Они незначительно различаются по форме и размерам от чистовых калибров. От формы и размеров предчистового калибра зависит степень заполнения чистового калибра, форма и размер готового профиля.
Положение перечисленных типов калибров в общей схеме калибров на примере прокатки углового профиля приведено на рис. 39.
|
|
Рис. 39. Схема прокатки угловой стали |