Neftegazovoe_stroitelstvo_2005
.pdf
530 Часть TV. Технология и организация строительства нефтегазовых объектов
16% —брак строительномонтажных работ
70—90% — коррозия
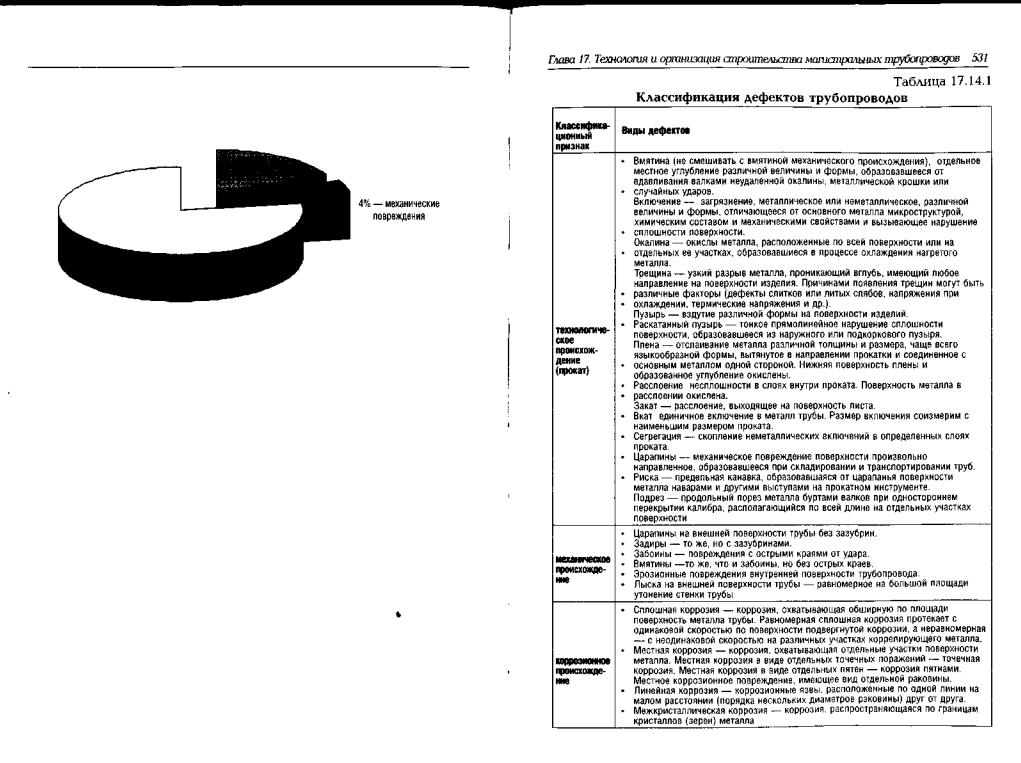
Рис. 17.14.1. Классификация дефектов трубопроводов
Классификация дефектов по происхождению приведена в табл.
17.14.1.
Из рис. 17.14.1 видно, что подавляющее большинство дефектов имеет причиной коррозионные нарушения.
Это связано, прежде всего, с недостаточно надежной защитой трубопроводов от коррозии при широком применении в 1970—1980 гг. полимерной ленточной изоляции, выполняемой в трассовых условиях. Техническое решение об использовании такой изоляции было вынужденным, так как отечественные трубопрокатные предприятия, несмотря на многочисленные постановления ЦК КПСС и Правительства, не выпускали трубы с заводской изоляцией, а по импорту изолированные на заводах трубы закупались в небольших объемах. Полимерная ленточная изоляция, выполняемая в полевых условиях, имела конструктивные и другие недостатки (нахлест, сползание при засыпке грунтом, образование «крыши» на сварном продольном шве), срок службы ее составляет 12—15 лет, при нанесении допускались ошибки. При этом не всегда жестко контролировались параметры электрохимзащиты. При 2—3-годичной окупаемости газопроводов на определенном этапе эксплуатации предполагалось их переизоляция. Применение современных методов диагностики, в первую очередь внутритрубной с использованием магнитных снарядов, позволяет выявлять дефекты, которые
532 Часть IV. Технология и организация строительства нефтегазовых объектов
ранее могли быть не обнаружены. Подавляющее число дефектов связано с коррозионными процессами на трубопроводах, имеющих ленточную полимерную изоляцию. Все это на фоне долговременной эксплуатации трубопроводов, их износа определяет необходимость выполнения больших объемов ремонта линейной части трубопроводов.
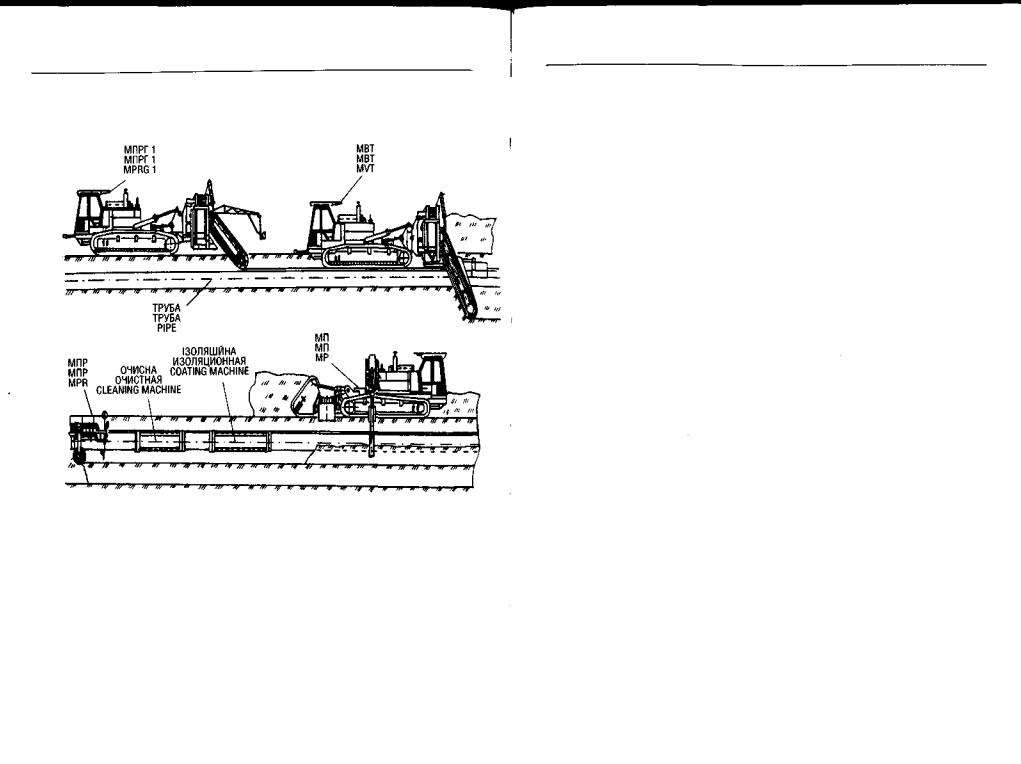
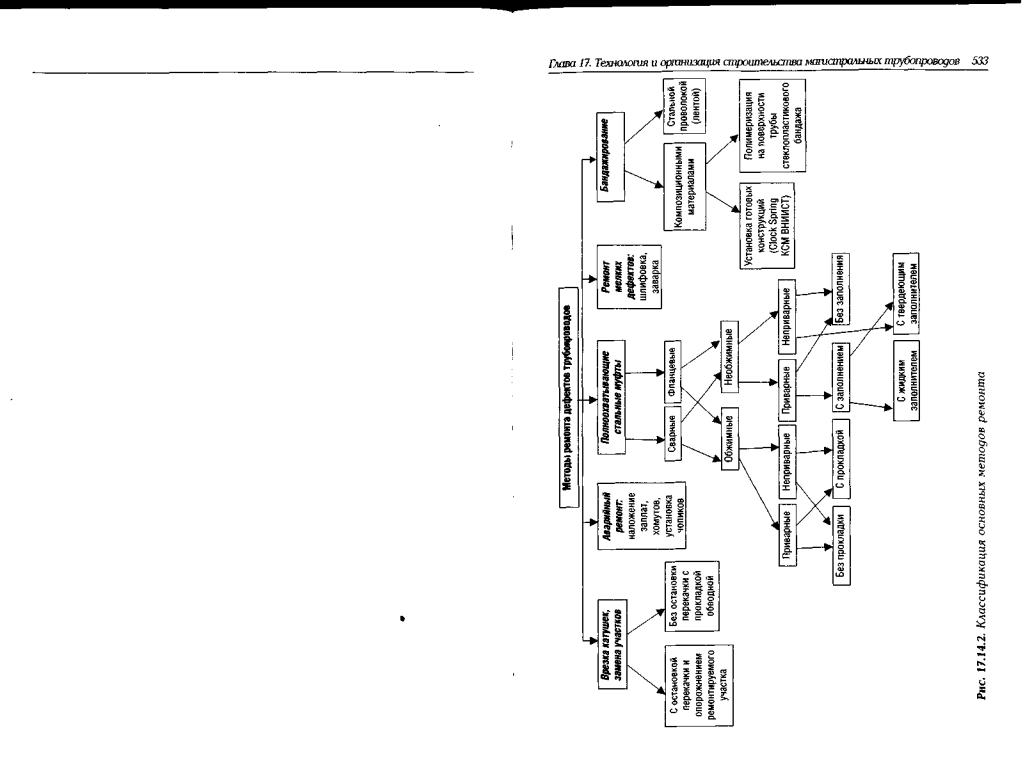
В настоящее время имеется большое количество технологий ремонта, которые условно могут быть сведены к 5 основным методам (рис. 17.14.2):
•вырезка дефектных участков труб и врезка «катушек»;
•ремонт в местах аварий и утечек с помощью наложения заплат, хомутов, прижимных устройств;
•ремонт при помощи полноохватывающих стальных муфт, устанавливаемых на дефектные участки трубопровода;
•намоточные ремонтные конструкции (бандажирование) из композиционных материалов или стальной проволоки, ленты;
•ремонт мелких дефектов на наружной поверхности трубы — шлифовка, заварка (наплавка).
Поясним суть некоторых указанных методов.
Методы аварийного ремонта. Методы аварийного ремонта нефтепроводов (наложение заплат, хомутов, прижимных устройств, забивка чопиков) могуг рассматриваться только как экстренные, временные методы для ликвидации аварийных ситуаций. В течение одного года участки с дефектами, отремонтированные с помощью аварийной ремонтной конструкции, должны быть вырезаны или отремонтированы другими методами постоянного ремонта.
Бандажирование с помощью намоточных конструкций. Существует несколько способов ремонта труб намоткой с предварительным натягом: намотка стальной проволоки или ленты; намотка стекловолокнистых материалов с пропиткой их связующей композицией; намотка лент из композиционных материалов.
Полноохватные стальные муфты. Муфты состоят из 2-х цилиндрических полумуфт, которые устанавливаются на ремонтируемую трубу, полностью охватывая ее. Затем обе полумуфты свариваются встык продольными швами с предварительной разделкой кромок или же соединяются накладкой, которая приваривается к полумуфтам угловыми швами внахлест. В зависимости от типа дефекта, его опасности, геометрических параметров (длина, глубина) могут применяться различные по конструкции и назначению муфты:
•без герметизации (короткие и длинные);
•герметизирующие (приварные): герметичные (короткие идлинные,
сзаполнением и без заполнения), галтельные, усиленные, бутылоч-