

10.5. Плоскошлифовальные станки
Различают две основные группы плоско-шлифовальных станков: шлифующие периферией круга и шлифующие торцом круга.
По степени автоматизации эти станки подразделяются на универсальные, полуавтоматические и автоматические.
Конструктивные схемы и области применения плоскошлифовальных станков приведены в табл. 10.2 и 10.3.

Рис. 10.12. Устройства для правки на внутришлифовальном станке круга цилиндрической формы (а) и круга по радиусу (б)
Таблица 10.2. Конструктивные схемы плоскошлифовальных станков, шлифующих периферией круга
|
Схема станка |
Характерные признаки |
Шлифование
|
Ширина В и длина L прямоугольного или диаметр D круглого стола; высота шлифования h, мм |
|
Станки с прямоугольным столом и горизонтальным шпинделем | |||
|
|
Продольные и поперечные подачи осуществляются перемещением стола |
Мелких и средних деталей |
В = 125 ÷ 550; L = 250 ÷ 1200; h = 200 ÷ 500 1) |
|
|
Продольная подача осуществляется перемещением стола, поперечная - перемещением стойки вместе со шлифовальной бабкой |
Средних и крупных деталей |
В = 200 ÷ 900; L = 450 ÷ 5000; h = 300 ÷ 600 2) |
|
|
Продольная подача осуществляется перемещением стола, поперечная - перемещением шлифовальной бабки |
Средних и крупных деталей |
В = 300 ÷ 700; L = 750 ÷ 4000; h = 400 ÷ 750 3) |



|
Схема станка |
Характерные признаки |
Шлифование
|
Ширина В и длина L прямоугольного или диаметр D круглого стола; высота шлифования h, мм |
|
Станки портально-шлифовальные | |||
|
|
Продольная подача осуществляется перемещением стола, поперечная - перемещением шлифовальной бабки |
Крупных деталей |
В = 700 ÷ 1200; L = 150 ÷ 6000; h до 600 1) |
|
Станки с круглым столом | |||
|
|
Круговая подача осуществляется вращением стола, поперечная - перемещением ползуна вместе со шлифовальной бабкой
|
Мелких и средних деталей
|
D = 300 ÷ 750; h = 200 ÷ 500 1) |
|
|
Круговая подача осуществляется вращением стола, поперечная - перемещением шлифовальной бабки по траверсе
|
Средних и крупных деталей
|
D до 2000; h = 400 ÷ 750 2) |

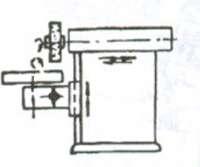

Таблица10.3. Конструктивные схемы плоскошлифовальных станков, шлифующих торцом круга
|
Схема станка |
Характерные признаки |
Шлифование
|
Диаметр шлифовального круга D1, мм, и стола D2, мм |
|
Станки с круглым столом и вертикальным шпинделем | |||
|
|
Круговая подача осуществляется вращением стола, поперечная - перемещением шлифовальной бабки
|
Предварительное о окончательное с большими съемами
|
D2 = 400 ÷ 1200 1) |
|
Станки с круглым столом и вертикальными шпинделями (от двух до пяти) | |||
|
|
То же
|
То же
|
D2 = 1000 2) |

Метод шлифования периферией круга обеспечивает высокую точность обработки, но малопроизводителен. Метод шлифования торцом круга высокопроизводителен вследствие большой дуги контакта круга с деталью. Однако благодаря большим нагрузкам в зоне резания происходит нагрев детали, снижающий точность обработки. Плоскошлифовальные станки, работающие периферией круга, применяют в условиях единичного, мелкосерийного и среднесерийного производства. Станки, работающие торцом круга с прямоугольным столом, применяют в мелкосерийном и среднесерийном производстве. Станки - автоматы с двумя и более шлифовальными шпинделями, работающие торцом круга с круглым столом, применяют в крупносерийном производстве. Двусторонние торцошлифовальные автоматы применяют в крупносерийном и массовом производстве (рис. 10.13).
На рис. 10.14 изображен универсальный плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем инструментального •типа. Станок работает по полуавтоматическому циклу: черновая обработка - чистовая обработка - выхаживание (при надобности) - отскок шлифовальной головки - выход в зону загрузки. На рис. 1.16.15 показана конструкция механизма поперечной подачи: автоматической от электродвигателя 1, грубой ручной от маховика 5 и микрометрической от кнопки 7. С использованием основных узлов универсального плоскошлифовального станка созданы современные плоскошлифовальные полуавтоматы, в которых вертикальное перемещение шлифовальной головки и поперечное перемещение крестового суппорта осуществляются шариковыми винтовыми механизмами, управляемыми устройством числового программного управления.
Продолжение табл. 10.3
|
Схема станка |
Характерные признаки |
Шлифование
|
Диаметр шлифовального круга D1, мм, и стола D2, мм |
|
Станки двухсторонние торцошлифовальные с горизонтальной осью шпинделей | |||
|
|
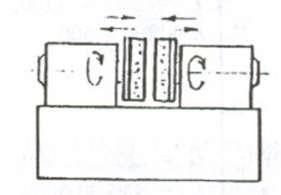
Продольная подача осуществляется проталкиванием столба деталей между кругами, поперечная - перемещением пиноли |
Деталей вращения высокой точности; кольца, ролики, диски, крестовины, шатуны и т.п. |
D1 = 450; 600; 750; 900 и более 3) |
|
Станки портальные двухсторонние торцошлифовальные | |||
|
|
То же |
Тонкостенных и несимметричных деталей высокой точности |
То же 4) |



Рис. 10.13. Схемы применения двухсторонних торцешлифовальных автоматов:
а - подача поршневых колец магнитным диском с регулируемой скоростью вращения:
(1 - диск; 2- направляющие линейки; 3 - передняя и задняя базовые щеки; 4 - противобазовые щеки; 5 - рычаги правки кругов с алмазной оправкой); б - подача колец подшипников звездочкой 1 вдоль направляющих линеек 2, в - подача роликов и нарезных поршневых колец диском /; г - подача клапанов, болтов, крестовин барабаном 1 с прижимом цепью или тросом к призмам; д - подача поршневых колец на вертикальных автоматах цепным транспортом с прижимными валиками; е - шлифование поршневых колец на вертикальном автомате с несоосными кольцевыми кругами (1 - цепной транспортер; 2 - магазин; 3 - обрабатываемые кольца; 4 - направляющая пластина; J - отводящий ременной транспортер)

Рис. 10.14. Универсальный плоскошлифовальный станок с крестовым столом и горизонтальным шпинделем инструментального типа:
1 - маховичок ручного продольного перемещения стола; 2 - маховичок вертикальной подачи; 3 - маховичок поперечной подачи; 4 - бак охлаждения; 5 - ограждение стола; 6 - стол; 7 - суппорт; 8- кожух шлифовального круга; 9 - устройство отсчета вертикальных и поперечных перемещений; 10 - электроипсаф; 11 - гидроцилиндр привода стола; 12 - пульт управления; 13 - гидростанция

Рис. 10.15. Механизм поперечной подачи:
1 - электродвигатель автоматической подачи; 2 - поликлиновая передача; 3 - электромагнитная муфта отключения маховика; 4 - электромагнитная
муфта включения микрометрической подачи; 5 - маховичок грубой подачи; 6 - винт поперечной подачи; 7- кнопка микрометрической подачи; 8 - червячная пара микрометрической подачи
На рис. 10.16 показано продольное сечение блока шлифовальной бабки гаммы двухсторонних торцошлифовальных автоматов. Станок включает две такие бабки (правую и левую), которые имеют возможность разворачиваться в горизонтальной и вертикальной плоскостях. За счет разворота бабок между кругами формируется зона обработки требуемой конфигурации.

Рис. 10.16. Продольное сечение блока шлифовальной бабки:
1 - пиноль; 2 - опоры шпинделя; 3 - опора шкива привода шпинделя; 4 - шпиндель; 5 - защитная резиновая гармошка; 6 - механизм подачи пиноли; 7- коллектор подачи СОЖ
Подача СОЖ в большинстве станков осуществляется поливом через сопло. На двухсторонних торцошлифовальных автоматах СОЖ подается кроме сопла через шлифовальный шпиндель: либо в центральное отверстие шлифовального круга, либо восемь малых отверстий на торце круга. Для обеспечения высокой точности обработки станки оснащают приборами активного контроля размера. На рис. 10.17 показана система управляющего контроля двухсторонним шлифованием торцов точных деталей типа поршневых колец.
В процессе работы станка постоянно контролируется размер обработанных деталей и положение базового шлифовального круга. Базовый круг имеет приоритет на подналадку по отношению к противобазовому, за счет чего поддерживаются постоянными размер обработанных деталей и положение базового круга относительно базовых щек.

Рис. 10.17. Система управляющего контроля двухсторонним шлифованием:
1 - измерительное устройство; 2 - позиционер базового круга; 3 - отсчетно-команднос устройство; 4 - электродвигатель; 5 - механизм подачи; 6- пиноль; 7- базовые щеки