

10.4. Внутришлифовальные станки
Внутришлифовальные станки предназначены для круглого внутреннего шлифования сквозных и глухих отверстий с образующей прямолинейной и конической формы. На этих станках можно также проводить под шлифовку торцов. На рис 10.8 приведены схемы внутреннего шлифования, на которых указаны необходимые движения. Наиболее распространенными являются схемы обработки, когда деталь вращается вокруг оси обрабатываемой поверхности, поперечная подача осуществляется перемещением либо шлифовального круга, либо детали, т.е. схемы на рис. 1.16.8, а - в. При шлифовании открытых (сквозных) отверстий с прямолинейной образующей применяется относительное прямолинейное перемещение вдоль оси круга - осцилляция (Ds2) Для закрытых и профильных поверхностей шлифование ведется методом врезания (без движения Ds2)

Рис. 10.8. Схемы внутреннего шлифования:
а - цилиндрического открытого отверстия с подачей П)$2 вдоль образующей; б - отверстия или отверстия и торца одновременно (подача Ds2 отсутствует); в - отверстия и торца двумя различными кругами; г - бесцентровое на башмаках; д - планетарное
Отличительной особенностью внутреннего шлифования является малая жесткость шлифовального шпинделя из-за ограниченных (малых) размеров шлифовального круга при высокой скорости резания.
Многообразие форм обрабатываемых деталей приводит к большой номенклатуре размеров и конструкции устройств для их закрепления на бабке изделия. Качество обрабатываемых деталей (отклонение от круглости, цилиндричности и параметры шероховатости поверхности) определяются, прежде всего, опорами шпинделя изделия и шлифовального круга. Шпиндель изделия на опорах качения показан на рис. 10.9. В конструкции применен двухрядный роликоподшипник с цилиндрическими роликами. Для большей точности обработка дорожки качения внутреннего кольца окончательно проводится после его монтажа на шпиндель. Эти мероприятия обеспечивают высокую жесткость, равномерное восприятие на!рузки всеми роликами, высокую точность с минимальным радиальным и осевым биениями.
Хороший эффект обеспечивает применение гидростатических опор.
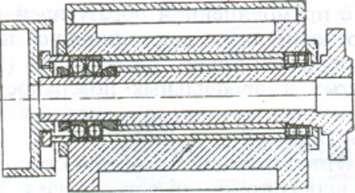
Рис. 10.9. Шпиндель изделия
Конструкция устройства для базирования заготовки зависит от формы и серийности детали. Наибольшее распространение получили мембранные (рис. 10.10, а ) и кулачковые патроны, бесцентровое (магнитная торцовая и две неподвижные центрирующие опоры) базирование - для деталей типа колец в массовом производстве (рис. 10.10, 6, в). При бесцентровом базировании требования к шпинделю изделия в части жесткости и радиального биения снижаются.
На специальных станках применяется скорость резания 50 - 60 м/с, на отдельных типах станков до 70 м/с. Шлифовальный круг 6 устанавливается на электрошпинделе (рис. 10.11, а) или шпинделях с ременным приводом от электродвигателя (рис. 10.11, б) с помощью оправки 7 (рис. 10.11, в). Опорами вала 1 приводного шпинделя чаще всегб являются сдвоенные радиально-упорные шарикоподшипники 3 и 5 с предварительным натягом, устанавливаемые в корпусе 2. Конструкция шпинделя предусматривает автоматическую компенсацию натяга с помощью пружин 4.
Абразивный шлифовальный круг из-за малой стойкости правится в каждом цикле, а эльборовый круг - через 30 - 500. На рис. 10.12, а предоставлено устройство для правки круга с прямолинейной образующей; осевое перемещение совершает круг 1. Алмаз 3 закрепляется в рычаге 5 винтом 2. Рычаг поворачивается вокруг эксцентриковой втулки 7 винтом 6 и перемещается при повороте втулки. Для компенсации износа алмаза служит винт 4. Устройство правки круга 1 по радиусу представлено на рис. 10.12, б. На плите 12 установлен корпус 13. На верхней плоскости его размещен гидроцилиндр 16 отвода. Положение алмаза относительно круга по высоте регулируется винтами 15, а при опускании в рабочее положение - винтом 14. Правка возвратно-поворотным движением головки 11 вокруг вертикальной оси, а вращение ее - механизмом поворота 9. Крайние положения регулируются винтами 8. Величина радиуса регулируется винтом 10.
Развитие внутришлифовальных станков происходит по таким направлениям:
а) автоматизация процесса обработки на базе ЧПУ типа CNC;
б) автоматизация на базе специальных и специализированных станков из унифицированных
узлов для обработки ограниченной номенклатуры деталей и ограниченного диапазона
размеров;
в) создание "комбинированных" круглов- нутришлифовальных станков, в которых используется
либо набор внутришлифовальных шпинделей в виде револьверной головки, либо внугришлифовальная позиция с набором сменных оправок с различными шлифовальными кругами.

Рис. 10.10. Устройства базирования летали:
а - мембранный патрон; 6, в - бесцентровое устройство с неподвижными опорами; Б - кулачок; В - мембрана; 1 - гайка; 2 - винт; 3 - винт крепления патрона; 4 - тонкостенный диск;
5 - планшайба; 6 - нажимной ролик; 7- башмак; 8 - ведущий ролик; 9 - стакан магнитного патрона; 10- башмак с двумя опорными поверхностями; 11 - винт регулировки башмака;
12 – под башмачная плита
,
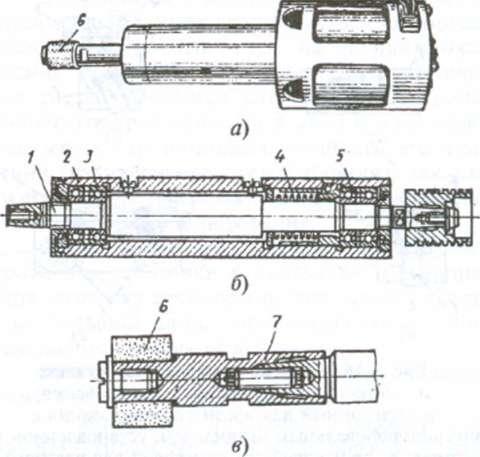
Рис. 10.11. Высокоскоростные шлифовальные шпиндели:
а - электрошпиндель; б - шпиндель с ременным приводом;
в - оправка для крепления шлифовального крута на шпинделе