

5.5. Оборудование для диффузионной сварки материалов
Диффузuонная сварка (один из видов сварки давлением) - способ получения монолитного соединения материалов, нахомщихся в твердом состоянии, в резулътате максимального сближения контактных ювенильных (физически чистых) поверхностей на рас-
стояние действия межатомных силt локалъной пластической дефор-
мации при повышенной температуре и взаимной диффузии атомов
в поверхностных слоях. Диффузионную сварку проводят в вакууме
иди защитном газе. Этой сваркой соединяют метaилл с метллом, металлс неметалломt а также неметалл с неметаллом, т. е. такие материалы, которые другими способами соединить не удается.
Диффузионная сварка обладает следующими достоинствами:
- не требуется дорогостоящих припоев, электродов, флюсов и ме-
ханической обработки выполненных соединений;
. не образуется окалины, шлaкa, грата;
- свариваемые детали не коробятся и свойства метaллов в зоне со
единения не изменяютсяt, так как сварка происходит при невысо
ких температурах и давлениях;
- отпадает необходимость в термообработке;
- исключаются потери ценного метaлла;
- не увеличивается масса изделии, а также повышается их
качество и увеличивается срок службы,
Диффузионную сварку целесообразно применять при изготов-
лении детмей из трудносвариваемых между собой материалов или
при соединении деталей из дорогих и дефицитных материarлов с деталями из мaлоценных материaллов, а также при ремонте деталей, соединяя изношенную часть с новой, Диффузионная сварка характеризуется тремя основными параметрами, которые необходимо тщателъно конц)олировать : температ,урой, давлением и зависящим от них временем выдержки.
Температура при сварке однородных материалов должна со-
ставлятъ 0,5...0,7 температуры их плавления, а разнородных - 0,5...0,7 температуры плавления материала с более низкой темпе-
ратурой плавления. Нагрев при даффузионной сварке ускоряет
взаимную диффузию атомов через соединяемые поверхности, спо-
собствует снятию микронеровностей и образованию более плотно-
го контакта.
Давление, в резулътате приложения которого обеспечивается
плотный контакт соединяемых поверхностей, должно быть таким,
чтобы в резулътате деформации все пустоты были заполнены ме-
таллом. При приложении давления разрушаются также оксидные
пленки и обнажаются ювенильные поверхности.
Время диффузионной сварки должно быть минимaльным, но до-
статочным для создания плотного контакта и протекания взаимной
даффузии атомов соединяемых материалов.
На даффузионную сварку существенно влияют некоторые дополнителъные факгоры. Так, дпя диффузионной сварки необходимы бескислоромая атмосфера (вакуум не ниже 10-2 мм рт. ст., или
l,ЗЗ Па, инертный газ с точкой росы не выше - 60 С или водород),
чисто обработанные и хороцо пригнанные друг к друry соединяе-
мые поверхности,
Диффрионную сварку выполняют на специalльных ycTaнoвKalxl
представляющих собой вакуумную камеру с охлаждаемой водой
рубашкой, высокочастотным и}цуктором мя нагрева свариваемьш
деталей и гидросистемой, премазначенной для цодачи на них дав-
ления.
Диффузионной сваркой соедлняют керамику с металлом, молибден с медью или сталью и другие материллы, что улучшает их качество и позволяет экономить серебряный припой. Предварителъно метллические и керамические детали специiьно обрабатывают. Металические детали обезжиривают, травят в кислотах и отжигают в атмосфере сухого водорода,
Керамические детarли шrлифуют, промывают в горячем мыль- ном растворе, обезжиривают, а затем црокаливают при 1 400... .. 15ОО "С в атмосфере водорода для устранения поверхноспrых дефекгов (микротрещин, выколов), образовавшихся после шлифовки, и насыщения поверхностного слоя керамики стеклофазой. Керамику с возжженной метaллизацией толъко обезжиривают. Диффузионнaя сварка позволяет соединять с металлом как метаплизированную, так и неметaилизированную керамику.
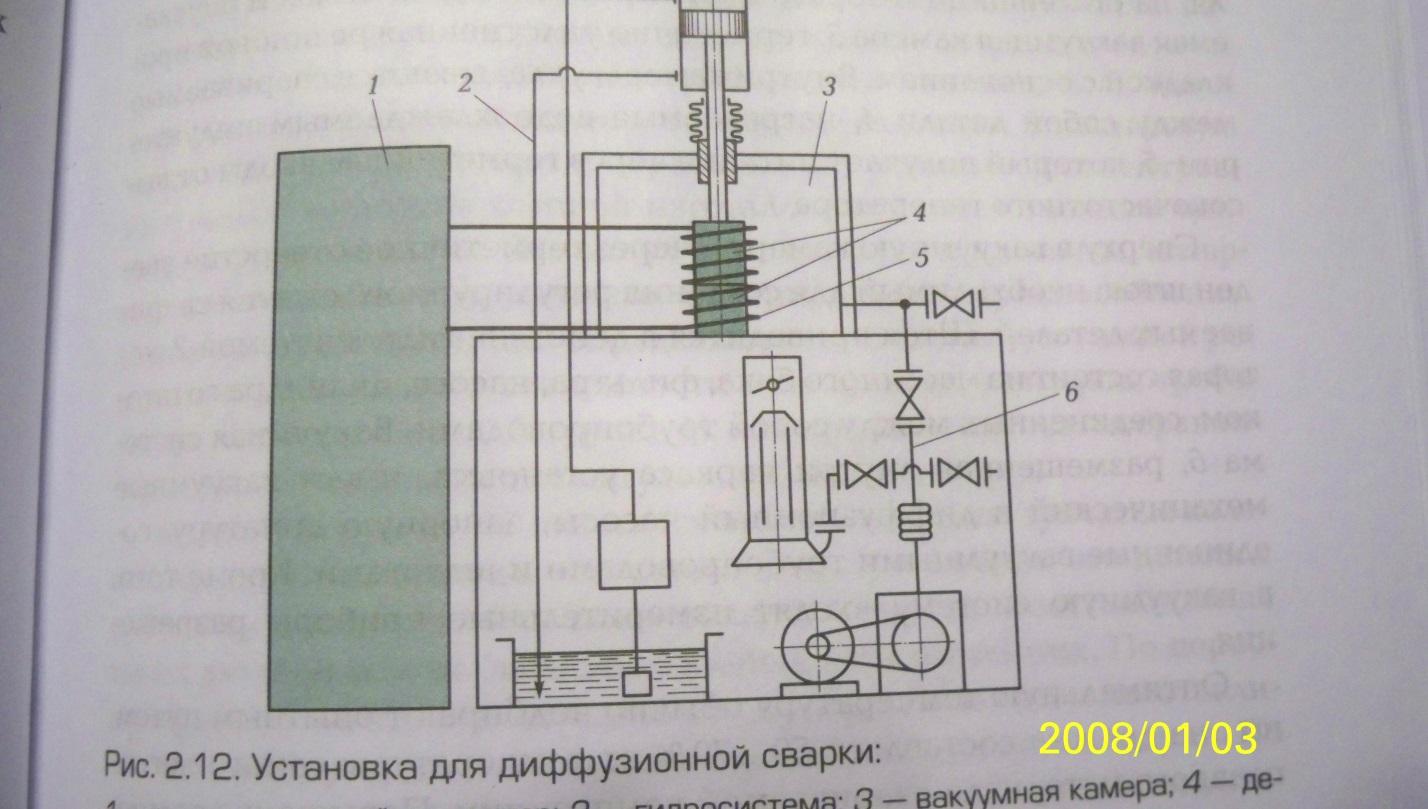
Рис. 5.12. Установка длlя диффузионнои сварки:
1 - высокочастотный генератор; 2 - гидросистема; 3 – вакуум-
ная камера; 4 - детали: 5 - индуктор; 6 - вакуумная система
Следует отметить, что при даффузионной сварке происхомт
Некоторая деформация металлических деталей, зависящaя от удельного давления. При диффузионной сварке металлизирован- ную керамику можно не покрывать никелем, так как со(цинение деталей вне зависимости от покрытия имеют одинаковую проность. Сварка керамики с металлами в водороде и в вакууме дает прибли-зителъно одинаковые резулътаты.
Установки диффузионной сварки (рис. 5,12) изготавливают при-
мерно по одной схеме, они различаются толъко конструкцией и ца-
раметрами отдельных устройств - вакуумной системы, размерами камер, нагревом и др. Установка диффузионной сварки имеет осно-
вание, представляющее собой сталъной сварной каркас из профиля, на столешнице которого смонтирована поднимаемarя и опyскаемaя вакуумная камера 3, герметично уплотненная резиновой проклад-кой с основанием. Внугри камеры укладываются свариваемые
между собой детали 4, нагреваемые водоохлаждаемым индуктором 5, который получает питание через герметичные вводы от высоко-частотного генератора I.
Сверху в вакуумную камеру 3 через герметичное отверстие вве-
ден шток, необхоммый для создания реryлируемого сжатия свари-
ваемых деталей, Шток приводится в действие гидросистемой 2, ко-
торая состоит из масляного бака, фильтра, нacoca, цилиндра со штоком, соемненных меr(ду собой трубопроводами. Вакуумная
система 6, размещенная внутри каркаса установки, имеет вакуумные механический и диффузионный насосы, запорную apмaтypy, соединенные вакуумными трубопроводами и шлангами. Кроме того, в вакуумнyro систему вхомт измерителъные приборы разрежения.
Оптималъную температтру обычно подбирают опытным пyтем,
но она должна составляет 50,..70% от температуры самого легко-
плавкого материала свариваемой композиции. Повышение темпе-
ратуры ускоряет взаимную диффузию атомов контактируемых по-
верхностей, которые, кроме того, подвергаются поверхностной де-
формации (смятию).
Давление сжатия должно быть достаточным для того, чтобы обеспечить поверхностную деформацию свариваемых материалов и, следователъно, их плотный контакт без пустот и пор, а также разрушение оксидных поверхностных слоев с обналtением ювенильных (чистых) соприкасаемых поверхностей, что способствует цротеканию взаимной мффузии и рекристсцлизации.
Время сварки должно быть оптимальным для создания плотного
контакта и развития цроцессов диффузии. Отклонение от оптимaль-ного времени сварки может привести к образованию пустот или хрупких интерметаллических соединений разнородных металлов.
Применение диффузионной сварки (в вакууме) при ремонте и
восстановлении деталей имеет ряд преимуществ по сравнению с
изготовлением новых. Это, прежде всего, экономия металла и тру-
довых затрат. С технической точки зрения диффузионная сварка
позволяет восстанавливать сложные детади, в том числе из чугуна,
цветных металлов и сплавов. Условно все детали, ремонтируемые
диффузионной сваркой, подразделяют на три группы: Ееответ-
ственные (Н), ответственные трущиеся (ОТ) и ответственные не-
трущиеся (ОН).
При ремонте деталей группы Н удаляют изношенную часть, из-
готавливают новю, сваривают диффузионной сваркой и оконча-
тельно обрабатывают согласно требованиям чертежа. Если изно-
шенная деталь была закалена, то перед удалением изношенную
часть отжигают, обрезают и обрабатывают резанием для центров-
ки с новой частью, в которой изготавливают ответственные цен-
трирующие элементы. Это могут быть выточки и проточки, штиф-
ты, шпонки или специальные центрирующие црисцособления.
Центрирующие элементы определяются конкретно для каждой ремонтируемой детали в зависимости от ее формы, размеров, требований к точности и т.д. К группе Н, как правилоr относятся сравнигелъно простые детали типа втулок, цилиндров и др.
К деталям группы ОТ относятся зубчатые колеса, зубчатые колеса с хвостовиками, всI^ыt осиt штоки и др. В основном это детали с рабочими поверхностями повышенной точности. Восста- новление таких деталей может быть выполнено в друх вариантaх. По первому варианту заготовка, заменяющая изношенную часть, изготавливается с припусками для механической обработки после сварки. По второму варианту заготовка для замены изготавливается окончателъно, представляет собой полностью готовую часть детали, не требующую механической обработки после сварки.
При сварке исцользуют оставшиеся неизношенными посадочные места деталй и приспособления для правилъности направления
давления сжатия. Термическую обработку выполняют по отрабо-
танной технологии, но ее рекомеIцуется производить в среде, ис-
ключающей окисление обработанных поверхностей, например, в
соляном расплаве или с исцользованием специaлъных обмазок.
Контроль качества сварки произвомт пyптем испытаний на кру-
чение с нагрузкой, равной рабочей с трехкратным запасом. Кон-
троль восстановленных деталей может быть выборочным, так как
стабильность диффузионной сварки обеспечивает высокую надеж-
нocть.
К группе ОН относятдетали, у которых изношенными оказыва-
ются нетрущиеся поверхности шейки подшипников, седла кла-
панов и др. Восстановление таких деталей, как правило, произво-
дится установкой компенсаторов (специально изготовленных вста-
вок) в изношенные места после их расточки (применительно к ци-
линдрическим деталям - втyлок). В ремонтируемых деталях ком-
пенсаторы закрепляют диффузионной сваркой.
При одностороннем или сосредоточенном износе можно провести ремонт одним из двух способов. Если нужно отремонти- роваь, нацример, блок шестерен, в котором изношен торец малой шестерни, то по первому способу можно отрезать малую шестерню, оставив на блоке посадочное место, а вместо отрезанной приварить шестерню от другого блока, повернув ее на 180", т,е. внутрь части- чно изношенными торцами зубьев. При ремонте вторым способом срезают полностью изношенrгую малую шестерню, изготавливают новую и через компенсатор (вставку) сваривают диффузионной сваркой всю конструкцию.
Диффузионной сваркой можно восстановить такие дорогие де-
тали как рычаги, коленчатые валы, станины, корпуса редукторов и другие изделия, изготовленные из чrгуна и сломанные при эксплуатации или при транспортировании. Наиболее просто восстановить прямой свежий излом по известной технологии диффузионной сварки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие внешние вольт-амперные характеристики источников
питания вы знаете?
2. Как по виду внешней характеристики можно подобрать необходимый источник питания?
3. Каковы основные типы источников питания сварочной дуги?
4. Каково устройство сварочного выпрямителя?
5. Каково устройство сварочного трансформатора переменного
тока?
6. Как регулируют силу тока в сварочном трансформаторе?
7. Как устроены газовая горелка и газовый реэак?
8. Как устроен и работает газовый редуктор?
9. Каково устройство рабочего места сварщика аргонодуговой
сварки?
10. Каковы преимущества современного сварочного lлитка по
сравнению с прежней конструкцией?
11. Каковы достоинства контактной конденсаторной сварки?
12. Каков принцип диффузионной сварки?