

5.2. Оборудование для аргонодуговой и плазменной
СВАРКИ
Аргонодуrовая сварка является разновидностью дуговой сварки и выполняется в защитной атмосфере газа (аргона) плавящимся или неплавящимся электродом. При сварке плавящимся электродом (рис.5,7, с) электродная проволока одновременно служит электро-дом и присадочным материалом. Сварка неплавящимся электродом может производиться как без гrрисадки (рис. 5.7, б), так и с присадкой (рис.5,7, в). Аргонодуговую сварку црименяют для соединения высоколегированных сталей и цветных металлов.
Как правило, аргоно дyговую сваркy пеплавящцмся элекдродoм
выполняют на постоянном токе прямой полярности («минус» на электроде), так как при обратной полярности конец волъфрамового
электрода быстро перегревается и оплавляется.
При аргонодуговой сварке выделяется значительное количество теплоты, нагревающей детали до З0O'С и более. Для снижения температуры нагрева и повышения качества сварки необходимо учитывать зависимость глубины проплавления от мощности источ-ника электроэнертии и скорости аргонодуговой сварки, ее режима (непрерывный или импулъсный), а также обесцечивать хороший теплоотвод, требуемые плотность и диаметр дуги, скорость
охлаждения.
Аргонодуговую сварку иногда выполняют в камерах (скафандрах), заполненных инертным газом или этот газ подают непосред-
ственно к месту сварки. Кроме того, возможна подача аргона в сопло горелrи, лдя поддержания непрерывного горения дуги при переход с одного изделия на другое иногда исполъзуют дополнителъную дуry, мощность которой составляет 10... 15% мощности основной дуги. Блуждание дуги по поверхности свариваемых деталей исключают путем применения электродов малых маметров (0,4 мм) и исполъзования очень короткой дуги (до 0,6 мм) с отклонением до +0, 1 мм, чтo способствует получению стабилъной глубины проплавления.
Аргонодуговая сварка открывает широкие возможности реryли-
рования длителъности нагрева и охлаждения в зоне соединения. а
тaкжe позволяет сравнителъно просто управлять процессами диф-
фузии и дегазации жидого металла. Наряду с этим аргонодуговая
сварка имеет некоторые недостатки, основными из которых явля-
ются:
- нестабилъность горения дуги, которм в диапазоне малых токов зависит от формы волът-амперной характеристики источника питания;
- высокие требования к изготовлению свариваемых деталей (ограничение видов свариваемых пар материалов, минимaлъные отклонения их по толщине, плоскостности, ширине и смещению);
- нежелательность сварки деталей с покрытиями (никелем,
золотом);
- повышенные требования к качеству изготовления технологической оснастки;
- необхоммость применения эффекгивного теплоотвода, чтобы исключить нагрев деталей выше допустимой температуры.
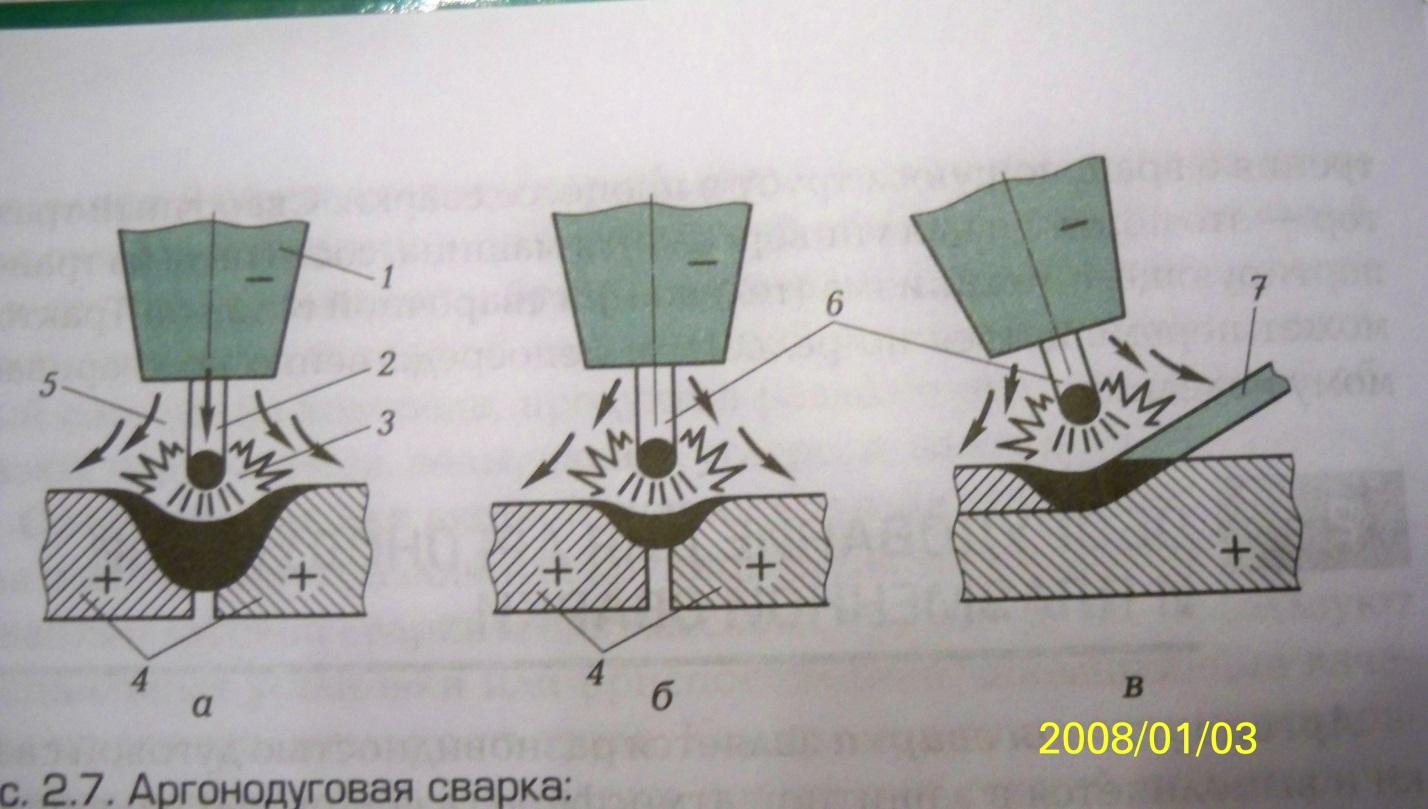
Рис. 5.7 . Аргонодуговая сварка:
а - плавящимся электродом; б, в - неплавящимися электродами беэ присадки и с присадкой; 1 - наконечник мундштука горелки; 2 - электродная проволока; 3 - дуга; 4 - свариваемые детали; 5 – защит-ный газ; 6 - неплавящийся электрод; 7 - присадочный материал
При обычной аргонодуговой сварке неплавящимся электродом на постоянном токе прямой полярности получают конусный столб
дуги, температура которой достигает б 000...7 000'С. Если каким-
либо способом ( например, yменьшением диаметра сопла горелки )
принудительно сжать конус дуги, ее темпераryра значителъно по-
высится (до З0000'С). Это явление объясняется тем, что под дей-
ствием теплоты защитный газ (аргон) нагревается и ионизируется,
образуя плазму, состоящую из положителъно и отрицателъно заряженных частиц, общий (суммарный) заряд которых равен нулю.
Плазменпая сварка является разновидностью аргонодуговой и
отличается от нее болъшей стабильностью и более высокой темпе-
ратурой столба дуги, получаемой при ее сжатии потоком аргона,
пропyскаемого через сопло ограниченного маметра. Поэтому
плазменную сварку иногда называют сваркой высокотемцератур-
ной дугой, сжатой газовым uотоком.
Плазма представляет собой смесь электрически нейтральных
молекул газа и заряженных частиц (электронов и положительных
ионов), что делает ее чувствителъной к воздействию электромаг-
нитных полей, с помощью которых плазмой можно улравлять.
Плазма обладает электропровомостью, поэтому электрическое
поле создает в ней электрические токи, чем выше степень иониза-
ции, тем больше электропровомость плазмы, Электромагнитные
поля ускоряют частицы плазмы, которые при соударении с нейтра-льными частицами газа передают им свое ускорение и энергию,
придав. Для направленное движение струе (потоку или факелу) горячего газа. В резулътате такой передачи энергии температура плазмы повышается и моrкет достичь 20000.,,З0000'С. Для придания факелу плазмы формы цилиндра, конуса, диска, петли исполъ-зуют различные насадди, устанавливаемые на горелки.
Пугем изменения силы и напряжения сварочного тока, угла на-
клона струи, скорости истечения и расхода гаэов, а такжe состава
газа и геометрической формы струи можно реryлировать параме-
тры плазменной сварки. Дуговые плазменные горелки моryт быть
прямого («плюс» на свариваемых деталях) и косвенного («плюс» на
выходе газа из горелки) действия.
Энергию плазмы измеряют внесистемными единицами электрон-волътами (эВ), 1 эВ равен энергии, которую приобретает заряжен-нaя, частица, несущaя элементарный заряд (заряд электрона) при перемещении в электрическом поле междудву двумя точками с
разностью потенциалов 1 В. Численно 1 эВ равен 1,60219, 10…19 М. Плазму подразделяют на низкотемпературную, или холодную, и
высокотемпературнyю, или горячую. Температура ионной компо-
ненты горячей плазмы составляет приблизителъно 10… 10 К, а хо-
лодной l0...10 К. В технике используют преимущественно низко-
температурную плазму.
В производстве для сварки металлов (деталей) малой толщины
применяют слаботочную низкотемпературную, или холодную, ми -
кроплазму. Плазму, имеющую энергию в несколъко электрон-волът, называют холодной. При сближении плазменной горелки - волъфрамового электрода (катода) - со свариваемыми деталями вначале с помощью высокочастотного осцилятора (преобразователя частоты и напряжения промышленного тока) создают вспомогателъную дуry, которая, образует между горелкой и деталями электропроводный столб, возбуждающий основную дуry. В рабочем режиме вспомогательную дуry не отключают.
Плазмообразующим газом обычно служит аргон, а в качестве за-
щитного газа применяют аргон, гелиево-аргоновые или аргоно-
водородrые смеси, т. е. газы, обладающие высоким потенцилом
ионизации.
Плазменную резку исполъзуют для разделения специальных ста-
лей, цветтrых металлов и других материarлов, не поддающихся огневой обработке обычными способами. Причем плазменную обработку подразделяют на резку rrлазменной дугой и плазменной струей. Когда металл режуг гrлазменной дугой, то под действием высокой температуры сжатой дуги газ, проходя через дуговой разряд, образуrощийся между волъфрамовым электродом, насадкой горелки и разрезаемым металлом, значителъно ионизируется, образуя силъную струю плазмы, которaя удалет расплавленный материал. При разделении плазменной струей разрезаемый металл не
включается в электрическую цепь дуги, которая горит между кон-
цом вольфрамового электрода («минус») и внутренней стенкой
охлаждаемого проточной водой наконечника резака («плюс»).
Дуга при этом выдувается газовой смесью из внутренней полости
мундштука с образованием струи плазмы, проплавляющей разреза- емый металл. 3ащитным газом для волъфрамового электрода моryт служить аргон, азот, смеси аргона с азотомt водород с воздухом, сжатый воздух.

Рис. 5.8. Пост плазменной сварки:
1 - баллон с газом; 2 - источник питания сварочного тока;
3 – аппаратура управления; 4 - система охлаждения
горелки; 5 - механизм подачи присадочной проволоки;
6 - деталь; 7 - горелка; 8 - система подачи защитного, фокуси-
рующего и плаэмообразующего газов
ГIлазменной дугой рекомендуется резать метамы, труднообраба-
тываемые другими способами, а плазменной струей тонкий металл.
для работы сварщика аргонодуговой сварки должно быть обо-
рудовано рабочее место - сварочный пост. Обычно сварочный
пост это огороженное место, в котором нахолятся металлический
верстак с тисками, стул с сиденьем, реryлируемым по высоте, ванна
с водой, вытяжной воздуховод и инструмент.
Пост rrлазменной сварки (рис. 5.8) состоит из источника постян- ного сварочного тока 2 с падающей или крутопадающей волът-
амперной характеристикой, блока управления 3, горелки 7 с систе-
мой охлаждения 4 и механизмом подачи присадочной проволоки 5
к обрабатываемой детали 6, а также газовой системы 8, получащей газ из баллона 1.