

Глава 1.Классификация деталей и технологического оборудования и их технико-экономические показатели
1.1. Влияние детали и заготовки на выбор оборудования и процесс их изготовления в заготовительных и механических цехах
Форма и размеры деталей и заготовок оказывают определяющее влияние на технологический процесс изготовления детали, количество и структуру используемого оборудования, и другие специфические особенности работы механического цеха.
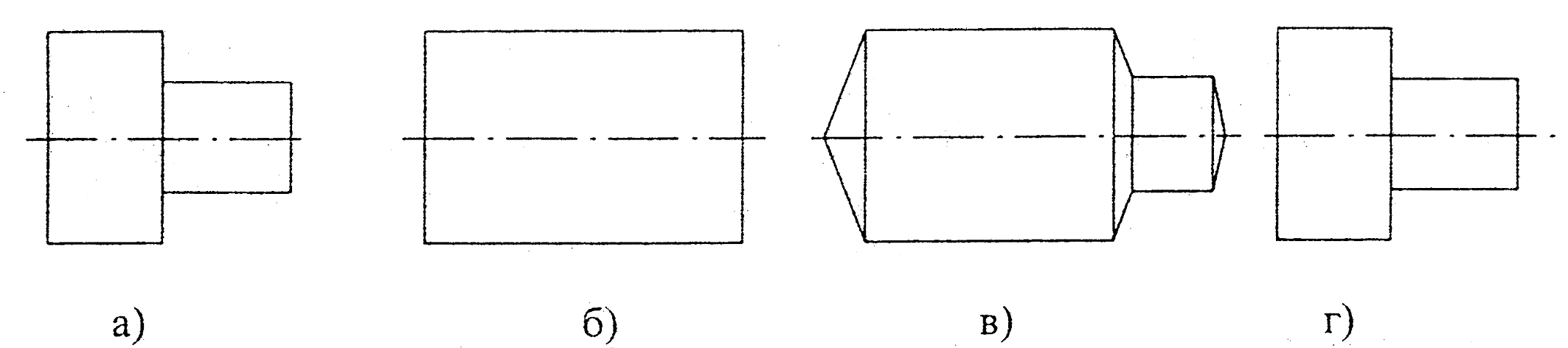
Рис. 1.1.1. Деталь (а) и возможные виды заготовок (б, в, г), используемых для ее изготовления
При изготовлении детали, показанной на рис. 1.1.1,а, из заготовки, представляющей собой кусок проката (рис. 1.1.1,б), потребуется удалять на металлорежущих станках большие слои металла со всех поверхностей заготовки. Ориентировочный маршрутный технологический процесс механической обработки в этом случае может быть представлен в следующем виде: 1.2 – черновая; 1.3 – получистовая; 1.4 – чистовая, затем шлифовальная операция 2 с переходами на 2.1 – черновое; 2.2 – чистовое. При использовании заготовки, показанной на рис. 1.1, в маршрутный технологический процесс изготовления детали с получением той же точности и качества поверхности будет включаться меньше переходов токарной обработки, например, только получистовая и чистовая обработка. Следовательно, в этом случае будет затрачено меньше времени на обработку, меньше потребуется станков и инструмента для изготовления заданной программы деталей. Если же заготовка будет иметь повышенную точность (рис. 1.1.1,г), то для получения детали потребуется только операция шлифования, и то, возможно, исключительно чистовая обработка отдельных поверхностей. Очевидно, что при этом резко изменится структура парка станков.
При переходе от заготовки, показанной на рис. 1.1.1,б, к заготовке, приведенной на рис. 1.1.1,г, уменьшаются объем металла и затраты на материалы. Себестоимость (С) изготовления одной можно ориентировочно представить в виде суммы следующих основных элементов:
С = СМ + 3 + А + Пр
где СМ – стоимость материала; З – зарплата, составляющая примерно 14% от себестоимости; А – амортизационные отчисления, составляющие около 8% от себестоимости; Пр – прочие расходы.
Отсюда следует, что экономия металла на 1% снижает себестоимость в большей степени, чем повышение производительности труда на 1%. Все это определило серьезные работы по снижению массы изделий. Так, удельный расход черных металлов на 1 т грузоподъемности грузового автомобиля за последние 10 лет снизился на 20%, трактора – на 40%, бульдозера – на 28%.
Использование легких сплавов для изготовления деталей автомобиля вместо черных металлов позволяет не только применять более эффективные способы производства заготовок, но и существенно повышать производительность их механической обработки. Это следует из того, что скорость резания чугуна составляет 50–100, алюминия – 300, а магниевых сплавов – 600 м/мин.
Таким образом, правильный выбор материала детали и способа производства заготовки определяет технико-экономическую эффективность технологического процесса механической обработки, вид и число применяемого оборудования для производства заготовок и их обработка.