

1.2.1. Классификация деталей
Детали машиностроения делятся на ряд классов по близости технологических процессов их механической обработки, общности схем базирования, однотипности поверхностей, принимаемых за чистовые и черновые технологические базы. Эти вопросы подробно рассматриваются по дисциплине «Основы технологии машиностроения», здесь же будет обращено внимание на поверхности, играющие роль черновых технологических баз, которые должны быть получены с максимальной точностью, доступной используемому способу производства заготовки.
Класс 1. Корпусные детали. К корпусным деталям относят детали формы, в которой устанавливают и закрепляют другие детали и узлы.
Например, к корпусным деталям относят блок цилиндров, картер коробки перемены передач, станину станка и др.
В качестве чистовых технологических баз у корпусных деталей используют, как правило, плоскость 1 и два отверстия 2 (рис. 1.2.1,а), которые должны быть обработаны на первой операции от черновых технологических баз, в качестве которых используют бобышки и 3 боковые поверхности 4, 5 (рис. 1.2.1,б). Используемые при этом установочная 1, 2, 3, направляющая 4, 5 и опорная 6 базы (см. рис. 1.2.1,б) лишают заготовку всех шести степеней свободы, обеспечивая полное ориентирование.
Класс 2. Круглые стержни. Это детали, имеющие ось вращения и обрабатываемые механическим способом на станках в центрах.
К этим деталям относят гладкие и ступенчатые валы, коленчатый вал, распределительный вал, валы с зубатыми венцами, крестовины карданных валов и т.д. В качестве чистовых технологических баз у деталей класса 2 при механической обработке используют центровые отверстия (рис. 1.2.1,а), которые сверлят после обработки торцов. Торцы обрабатывают на первой операции, базируя вал по технологическим черновым базам. При этом схема базирования зависит от длины заготовки вала. Заготовка коротких валов при базировании в призме имеет на торце установочную 1, 2, 3 и на поверхности меньшей ступени вала двойную опорную 4, 5 базы (рис. 1.2.2,б). Заготовка вала большой длины имеет на поверхности меньшей ступени вала двойную направляющую 1, 2, 3, 4 и на торце опорную 5 базы (рис. 1.2.2,в).
Класс 3. Некруглые стержни. Некруглыми стержнями являются прямые и кривые стержни – рычаги с некруглым поперечным сечением и длиной, превышающей поперечное сечение более чем в 2 раза. К некруглым стержням относятся: шатун, балка передней оси, рулевая сошка, тормозные колодки и др. В качестве чистовых баз у этих деталей используют, в основном, два отверстия 1 и плоскость 2 (рис. 1.2.3,a), которые должны быть обработаны на первой операции при базировании от черновых технологических баз, в качестве которых, как правило, используют плоскость и, например, наружные поверхности (рис. 1.2.3,б). На плоскости образуется установочная черновая технологическая база с точками 1, 2, 3, а на наружных плоскостях три опорных базы 4, 5, 6.

Рис. 1.2.1. Деталь класса некруглые стержни (а) и ее заготовка, базирование
принято от черновых технологических баз 1, 2, 3, 4, 5, 6
Класс 4. Диски.
Все детали этого класса имеют форму
тела вращения, длина (высота Н)
которой
меньше диаметра Д в 2 раза и более, т.е. < 0,5. Например, к этим деталям относят
маховики, зубчатые колеса типа дисков,
диски сцепления и др.
< 0,5. Например, к этим деталям относят
маховики, зубчатые колеса типа дисков,
диски сцепления и др.
Чистовыми базами у дисков являются отверстие и торец, которые обрабатывают на первой операции от черновых технологических баз, которыми являются торец, играющий роль установочной базы 1, 2, 3, и наружная цилиндрическая поверхность, являющаяся двойной базой 4, 5 (рис. 1.2.4)


Рис. 1.2.2. Базирование от черновых технологических баз заготовки диска
Класс 5. Полые
цилиндры.
Конструктивной особенностью деталей,
относящихся к цилиндрам, является
концентричное расположение внутренней
и наружной цилиндрических поверхностей,
при этом

 < 0,5.
< 0,5.
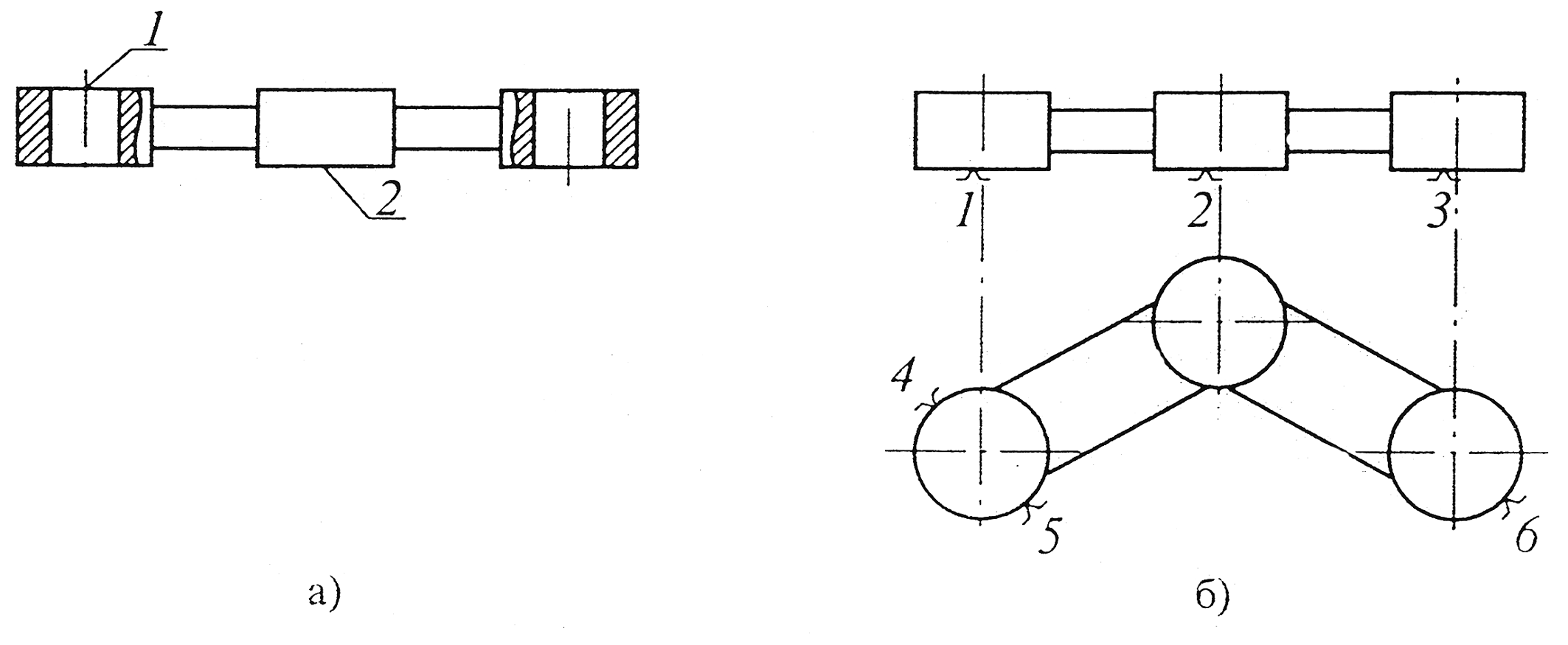
Рис. 1.2.3. Базирование от черновых технологических баз заготовки полого цилиндра
К полым цилиндрам относят гильзу цилиндров, направляющие втулки клапанов, поршневые пальцы, ступицу колеса, тормозной барабан, поршень двигателя и др. Чистовыми технологическими, базами при обработке полых цилиндров являются внутренняя цилиндрическая поверхность и торец, которые обрабатывают на первой операции технологического процесса от черновых технологических баз. Этими базами являются наружная цилиндрическая поверхность, играющая роль двойной направляющей базы, 2, 3, 4, и торец, являющийся опорной базой 5 (рис. 1.2.5).