

Свс – экструзия
СВС экструзия разработана в отделении химической физики при АН СССР (г.Черноголовка).
СВС экструзия сочетает в себе как традиционную электр., так и СВС-метод.
Экструзия – это выдавливание нагретого до вязко текучего состояния материала через фильеры (мундштук)матрицу с определенными отверстием и последующего охлаждения материала уже с заданной формой.
Одним из недостатков – необходимость выдавливания материала в нагретом состоянии. Для материала с высокой температурой плавления затраты на подогрев материала перед выдавливанием значительны. При использовании СВС метода можно подобрать такой состав, который бы в результате горения выделял необходимое количество тепла, а продукт синтеза представляет собой точный состав нужного для экструзии материала.
При СВС экструзии используют автоматические и полуавтоматические гидравлические пресса и специальная сборка для СВС экструзии.
При СВС экструзии действует принцип обратного прессования, но может использоваться и прямо прессование. При этом СВС шихта прессуется и форма прессовки соответствует форме внутреннего пространства матрицы.
Обычно при СВС экструзии получают длинномерные изделия.
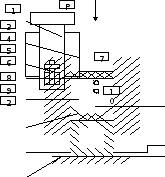
1 - плунжер пресса;
2- стол;
3- верхний пуансон;
4- матрица;
5- теплоизолирующая прокладка;
6- СВС-состав;
7- электроспираль;
8- изолятор и отверстие в матрице
опред. формы;
9- нижний пуансон, выталкиватель;
10- система поджига.
При СВС-экструзии поджег делают снизу для того, чтобы направление выдавливания и направление фронта горения не совпадали.
Длинномерные заготовки могут выдавливаться так же в контейнер, заполненный определенной атмосферой.
При СВС-экструзии может быть как прямое, обратное и двухстороннее прессование.
Большим недостатком СВС экструзии являются неравномерность выхода разогретой пластичной массы, в результате чего зачастую заготовка закручивается по спирали. Этот недостаток можно устранить уменьшением коэффициента трения продавленной массы и матрицы. Это достигается небольшим подогревом исходной шихты до 230°С перед ее зажиганием. Дополнительный подогрев так же устраняет такой дефект СВС экструзии, когда в малой экзотермической СВС шихте горение проходит не до конца и в конце образца остается не прореагированная масса.
Большое значение
для СВС экструзии является степень
деформации:
 ,где
S0
и S1
– начальный и конечный размер заготовки.
,где
S0
и S1
– начальный и конечный размер заготовки.
Чем выше степень деформации, тем равномернее, плотнее и без трещин получается изделие, причем поверхность получается не шероховатая и не требует дальнейшей обработки.
Было замечено, что при высоких степенях деформации происходит выравнивание микроструктуры образца и частичное измельчение тугоплавкого компонента в поперечном направлении.
При малых степенях деформации, при некоторых значениях Ψ может наступить такой момент, когда масса не выдавливается.
Первая шихта, которая была использована при СВС экструзии – это состав на изготовление твердо сплавленных СТИМовских пластин, в которые входят Ti, C от 10-50% массовых, Ni, Ti, C образуют карбид Ti, а Ni является связкой.
При СВС экструзии необходимо, чтобы вязкость материала μ = 1010 ПФС или 1011 Пз.
Из СТИМ-2 изготавливают длинномерные электроды длиной 80-140 мм, диаметром 2-3 мм.
Требуют подогрева системы СТИМ-4 из-за своей низкой скорости горения 0,3-0,4 см/с и масса должна быть не менее 40-50 гр. (масса шихты).
В последнее время получило большое распространение упрочнение инструментальных материалов различными методами. Один из таких методов явл. электроискровое легирование поверхности инструмента твердыми сплавами, в частности основана на WC, например ВК-4.
Для электроискрового легирования требуется электрод, выполненный из этого сплава. СВС-экструзия позволяет получать необходимые электроды d = 1-2 мм из СТИМ-2 (безвольфрамовые твердые сплавы), которые с успехом заменяют дорогостоящие ВК-4.
При обработке шлифовальными кругами и другими абразивными инструментами, содержащих дорогостоящие высокотвердые материалы (алмазы, нитрид В) различных материалов выделяют много отходов из этого инструмента. Эти отходы можно утилизировать, если их смешать с определенной СВС-шихтой и подвергнуть СВС-экструзии.
Таким образом, были получены микрофрезы, которые с успехом могли применяться при шлифовании стекла.
В отношении инструмента планируются провести исследование по выдавливанию методом СВС-экструзии уже готовых фрез и сверл.
В электропечах сопротивления широко используют печи с нагревателями из дисульфида Мо, которые даже при применении воздушной среды не окисляются и дают температуру 1500-1600°С. При изготовлении таких нагревателей методом ПМ необходимо смешивать порошки дисульфида Мо и глины, придавать им определенную форму (цилиндрическую), сушить и спекать.
Глина (бентонитовая) используется в качестве пластификатора. В конечном изделии (нагревателе) она уменьшает электрические характеристики, что ведет за собой понижение температуры, которую дает нагревательный элемент, и минимизирует затраты электроэнергии. С помощью СВС-экструзии можно получать электроды без содержания этой глины, соответствующим образом подобрав исходные СВС-составляющие. При этом температура работы электродов повышается до 1700°С, а электрические потери уменьшаются.