

Вопрос 22
Шероховатость поверхности —совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности и рассматриваемых в пределах, участка, длина которого выбирается в зависимости от' характера поверхности и равна базовой длине l. Шероховатость поверхности образуется в результате обработки независимо от метода и может представлять собой сочетание наложенных друг на друга неровностей с различными шагами.
После механической обработки режущий инструмент оставляет на обработанной поверхности неровности в виде гребешков и впадин. Высота и форма, а также характер расположения и направления неровностей обрабатываемых поверхностей зависят от режима обработки, условий охлаждения и смазки, геометрических параметров режущего инструмента, обрабатываемого материала, жесткости технологической системы и т. д. Одновременно с образованием неровностей изменяется и структура поверхностного слоя. Поверхностный слой испытывает пластические деформации и приобретает наклеп, твердость его повышается, возникают внутренниенапряжения. Степень наклепа металла и глубина проникновения пластических деформаций зависят от способа обработки я режимов резания. Следовательно, качество поверхностей деталей машин характеризуется шероховатостью поверхности (иначе — чистотой или гладкостью поверхности), а также физико-механическими свойствами поверхностного слоя. Шероховатость поверхности определяется высотой и характером микронеровностей, или так называемой микрогеометрией поверхности. Микрогеометрия и рассматривается как геометрическое представление в ферме реальной поверхности на малом ее участке. Для микрогеометрии характерно наличие сравнительно небольших неровностей, расположенных в определенной более или менее закономерной последовательности. Это позволяет на основе результатов измерения небольшого участка поверхности судить о степени шероховатости всей обработанной поверхности.
Вопрос 24 Припуски на обработку
Припуском на обработку называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали.
Размер припуска определяют разностью между размером заготовки и размером детали по рабочему чертежу; припуск задается на сторону.
Припуски
подразделяют на общие, т. е. удаляемые
в течение всего процесса обработки
данной поверхности, и межоперационные,
удаляемые при выполнении отдельных
операций.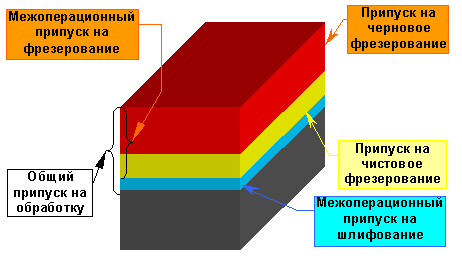
Общий припуск на обработку равен сумме межоперационных при пусков по всем технологическим операциям — от заготовки до размера.
Межоперационный припуск равен сумме припусков, отведённых на черновой, получистовой и чистовой проходы на данной операции.
Понятие
двухстороннего припуска чаще
всего относится к обработке цилиндрических
поверхностей и тогда оно равнозначно
понятию припуска на диаметр. С другой
стороны, численные значения припуска
прямо связаны с режимами резания при
обработке (глубиной резания). Поэтому
более употребительными и удобными для
практического использования считают
припуски на сторону.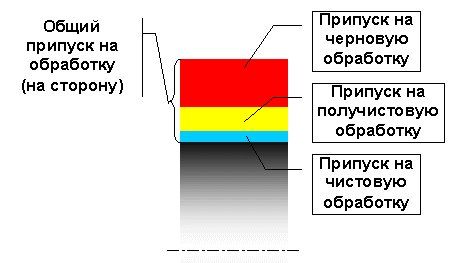
Назначение припусков на механическую обработку представляет собой важную задачу, поскольку от их численных значений зависит эффективность технологического процесса и качество обрабатываемых поверхностей. В реальном проектировании надо стремиться к тому, чтобы назначенные припуски были минимально необходимыми и достаточными. Из первого условияследует, что припуски не должны быть чрезмерно большими, для того чтобы не удорожать обработку. По второму условию припуски должны гарантировать качественное изготовление деталей по всем параметрам точности и состоянию поверхностного слоя
В технологии машиностроения различают два подхода к назначению припусков на механическую обработку: опытно-статистический и расчётно-аналитический.
Сущность опытно-статистического метода (представленного в данном справочном пособии) состоит в том, что численные значения общего припуска и его распределение по операционным составляющим осуществляют по нормативным таблицам в зависимости от методов получения заготовок, геометрических форм и конструктивных размеров деталей. В этих случаях припуски оказываются безусловно гарантированными, но в то же время несколько завышенными. С таким положением практические работники соглашаются и ищут пути компенсации затрат на удаление больших припусков в интенсификации механической обработки.