

3М151 Круглошлифовальный.
Назначение: наружное шлифование в центрах цилиндрических, конических, торцовых и фасонных поверхностей деталей в серийном и массовом производстве.
РИ: шлиф, круги с абразивом Э5, Э8, К4; зернистость 32..80; твердость С1-СТ1, на керамической и бакелитовой связке. Форма кругов ПП, ПВ, ПВК.
6652 Продольно-фрезерный.
Назначение: фрезерование крупногабарит-ных деталей или односменное фрезерование нескольких деталей преимущественно коробчатой формы средних размеров и веса. Обработка вертикальных и горизонтальных плоских поверхностей, пазов, углов и других сложных поверхностей как с одной, так и сразу с 2-х или 3-х сторон. Инструмент торцевые, концевые, угловые и фасонные фрезы.
Детали представители
1П365 (токарно-револьверный) Rz20 200-240HB

6М82 (консольно-фрезерный) Rz20 180-220HB (к фрезерным вообще)
Вариант 1

Вариант2 6Р12 (вертикально-фрезерный)

2A135 (Вертикально-сверлильный) Rz40 180-220HB

1Б140 (токарный одношпиндельный автомат) Rz40 180-220HB

676 Rz40 250-280HB
4. Назначение и констр. особенности элементов на валах
К конструктивным элементам можно отнести блоки зубчатых колес, муфты, опоры в виде подшипников или других элементов (втулки и т.д.). Блоки з.к. предназначены для передачи крутящего момента с одного вала на другой, зубчатая передача м.б. либо повышающей, либо понижающей.
Муфты имеют различное назначение в зависимости от типа, -предохр-я для предохр-я от перегрузок,предохр-м звеном явл-ся штифт, шпонка, пружина, - упругая для демпфирования (исключения ударов), -обгонная (автоматическая) для односторонней передачи крутящего момента, бывают одностороннего вращения и двусторонняя, -электр-я для дистанционного управления переключениями зубчатых колес и т.п. Аналогично работают гидравлические и пневматические муфты. Постоянные муфты предн-ы для пост. соед-я двух или неск-х соосных валов. Эти муфты делятся на жесткие и полужесткие или с упругим звеном. Муфта сцепления предн-на для вкл. – перекл-я и откл. отд-х передач и мех-мов, а также для периодич-го соед-я соосных валов, эти валы бывают – мех-е или фрикц-е как одностор-го дейст-я так и двустор-го действия. Из мех-х муфт наиб-ее распр-е получилаи кулачковые и зубчатые муфты.
Подш-ки воспр-ют нагр. прилож-е к валу или оси и передают их на корпус. Кроме того подш. уменьш. трения и предохр. их от износа. Различают: -подш. воспр. Как рад-ю нагр-у так и осевую нагр-у. –подш-ки воспр-е только осевую нагр-ку. В зав-ти от рода: -скольжения, -качения.
Пош-ки скольжения:
-Радиальные
-Радиально-упорные
-Подкатники или упорные подш-ки.
По констр-ии:
-Неразъемные
-Разъемные
Преимущ-ва:
-Простота
-Выдерж-т большие ударные и вибр-е нагр-ки
-Удобство монтажа
-Бесшумность
Недост-ки:
-Высокие тр-я к смазке и велик ее расход
-Большие потери мощ-ти на трении.
Подш-ки качения
-рад-е
-рад-но-упорные
-упорные
В зав-ти от тел качения:
-щариковые
-роликовые
-специальные

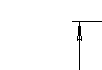
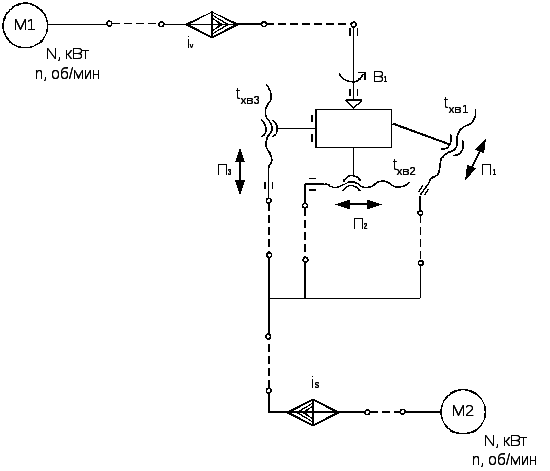
5. Составить структурную схему станка с движениями формообразования. Записать структурную формулу с характеристиками групп передач.
6Р13Ф3 - вертикально-фрезерный консольный станок
6Р82 - горизонтально-фрезерный станок (6Н81 то же самое)

Структурная схема вертикально – сверлильного станка

Структурная схема вертикально фрезерного станка.

Структурная схема зубодолбежного станка

Структурная схема зубофрезерного станка при обработке цилиндрических прямозубых зубчатых колес

Станок 6М80Г

6. Перечислить основные узлы станка и дать характеристику его компоновки.


Станина – основная базовая деталь для размещения на ней подвижных и неподвижных узлов станка.
Стол – для крепления заготовки.
Передняя бабка – для размещения на ней шпиндельного узла со шпинделем. В некоторых случаях на ней размещается коробка скоростей и весь привод главного движения.
Суппорт – для крепления РИ и сообщения ему продольной и поперечной подачи.
Фартук – в нем находятся постоянные передачи привода подач и предохранительные, блокировочные и преобразующие механизмы.
Поперечные салазки – для сообщения РИ поперечной подачи.
Каретка – имеет направляющие продольного и поперечного перемещения; на ней размещаются поперечные салазки и к ней крепится фартук.
Верхние салазки – для поп. и прод. перемещения РИ и перемещения его под углом.
Задняя бабка – для поджатия задним центром нежесткой детали и для крепления осевого инструмента (сверл, зенкеров, метчиков) и сообщения ему осевой подачи.
Радиальный суппорт – для обработки внутренних канавок, подрезки торцев резцами.
Люнет – для поддержания расточной оправки, имеющей большую длину.
Траверса – для размещения сверлильной головки, которая перемещается по траверсе. Траверса может совершать вертикальные установочные перемещения и поворачиваться.