

Классификация токарных резцов
При токарной обработке наружные цилиндрические и конические поверхности обрабатывают проходными резцами (рис. 1.1,б, в, г, е); внутренние цилиндрические и конические поверхности растачивают расточными резцами (рис. 1.1,ж, з); торцевые плоскости обрабатывают подрезными резцами (рис. 1.1,е); наружные и внутренние резьбы нарезают резьбовыми резцами(рис. 1.1,а); разрезку заготовок на части производят отрезными резцами (рис. 1.1,д).

а) б) в) г) д) е) ж) з)
Рис. 1.1. Основные типы токарных резцов
Токарные резцы также классифицируют по следующим признакам:
По форме лезвия – резцы общего назначения для обычной токарной обработки и фасадные;
по расположению главной режущей кромки или направлению подачи – на правые и левые. Правые резцы на токарном станке работают при подаче справа налево, т.е. перемещаются к передней бабке станка;
по конструкции головки – на прямые, отогнутые, оттянутые и изогнутые;
по роду материала, из которого изготавливается режущая часть – на быстрорежущие, твердосплавные, минералокерамические и алмазные;
по способу изготовления – на цельные и составные (сборные). При использовании дорогостоящих режущих материалов резцы изготовляют составными: головку – из инструментального материала, а стержень – из конструкционной углеродистой стали. Наиболее распространены составные резцы с пластинками из твердого сплава или быстрорежущей стали. Пластинки из твердого сплава припаиваются или крепятся механически;
по форме поперечного сечения стержня – на прямоугольные, круглые и квадратные;
по установке относительно детали – радиальные и тангенциальные.
Из быстрорежущей стали и с напаянными пластинками из твердых сплавов, выполняются все типы токарных резцов и их конструкции стандартизованы. С многогранными неперетачиваемыми твердосплавными пластинками изготовляются все типы резцов, кроме отрезных. Цельными твердосплавными изготовляются расточные резцы малых размеров. Из алмазных, наиболее широкое применение имеют расточные, а также проходные резцы.
Элементы режима резания и срезаемого слоя
При обработке резанием заготовка и инструмент совершают следующие движения:
основные (для осуществления процесса резания);
вспомогательные (для подготовки к процессу резания и завершения операции).
Основные движения при резании:
главное движение Dг;
движение подачи Ds.
При обработке на токарных станках главное движение – вращение заготовки, движение подачи – поступательное движение резца. Главное движение обеспечивает определенную скорость отделения стружки от заготовки; движение подачи дает возможность вести обработку по всей обрабатываемой поверхности.
При точении на обрабатываемой заготовке различают следующие поверхности (рис. 1.2):
- обрабатываемую поверхность 1, представляющую собой поверхность заготовки, которая частично или полностью удаляется при обработке;
- обработанную поверхность 3, т.е. поверхность, образованную на заготовке в результате обработки;
- поверхность резания 2, образуемую непосредственно рабочей частью главной режущей кромки резца.
Поверхность резания является переходной между обрабатываемой и обработанной поверхностями.
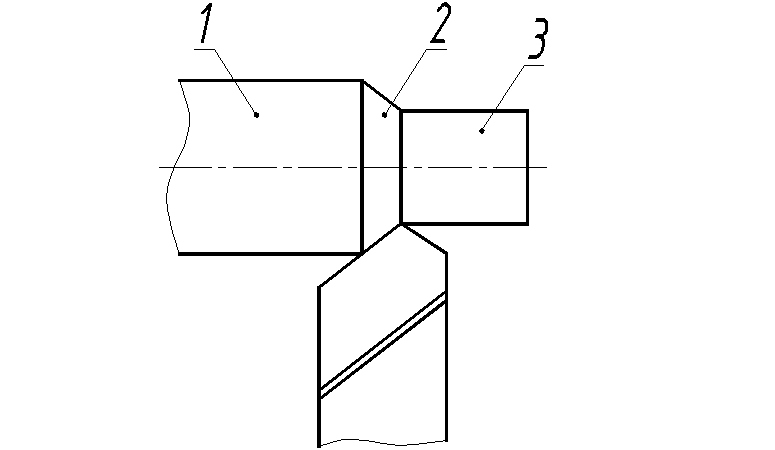
Рис. 1.2. Поверхности при токарной обработке
Скорость главного движения резания v – скорость рассматриваемой точки режущей кромки или заготовки в главном движении резания.
При точении, когда заготовка вращается с частотой вращения n (об/мин), скорость главного движения резания v (м/мин) в разных точках режущей кромки будет разная. В расчетах принимается максимальное ее значение
![]() , (1.1)
, (1.1)
где D – наибольший диаметр поверхности резания, мм.
При продольном точении скорость резания постоянна, а при подрезке торца или отрезании – переменная, наибольшее ее значение – у периферии.
Подача
S – величина
перемещения точки режущей кромки
относительно обработанной поверхности
в единицу времени в направлении движения
подачи. Различают подачу за один оборот
заготовки
![]() (мм/об), и минутную
(мм/об), и минутную
![]() ,
(мм/мин). (1.2)
,
(мм/мин). (1.2)
При токарной обработке подача может быть поперечная и продольная.
Глубина резания t – величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном к обработанной поверхности. Глубина резания всегда перпендикулярна направлению подачи (рис. 1.3).

Рис. 1.3. Элементы сечения срезаемого слоя
При продольном обтачивании:
![]() , (1.3)
, (1.3)
где D – диаметр заготовки;
d – диаметр обработанной поверхности.
При отрезке заготовки глубина резания t равна ширине отрезного резца b.
Глубина резания и подача характеризуют процесс резания с технологической стороны: с точки зрения положения и движения инструмента обеспечивающих процесс резания. Но при одной и той же подаче S и глубине резания t в зависимости от формы режущей кромки и ее расположения (углов в плане) меняются ширина и толщина поперечного сечения срезаемого слоя, от которых зависят процесс пластической и упругой деформации, сопротивление металла деформированию, количество выделившегося тепла и условия теплоотвода.
Ширина срезаемого слоя b (мм) – длина стороны сечения срезаемого слоя, образованной поверхностью резания (см. рис. 1.3).
Толщина срезаемого слоя а (мм) – длина нормали к поверхности резания, проведенной через рассматриваемую точку режущей кромки, ограниченная сечением срезаемого слоя.
Толщина и ширина среза представляет собой не толщину и ширину стружки, а размеры до ее образования. Размеры стружки отличаются от размеров срезаемого слоя из-за явления усадки, происходящего вследствие деформации металла при резании. Между глубиной резания и шириной срезаемого слоя, подачей и толщиной срезаемого слоя существуют следующие зависимости:
![]() ; (1.4)
; (1.4)
 . (1.5)
. (1.5)