

Методы и средства измерения параметров фрез
Диаметр и длина фрезы измеряется штангенциркулем, и в редких случаях микрометром. Передний и задний углы измеряются угломером Бабчиницира (2УРИ). Если поверхности инструмента криволинейные или его углы имеют малую величину, то угломеры не обеспечивают необходимую точность измерения. В таком случае пользуются методом координат.
Для этого фрезу закрепляют в центрах приспособления. Точка С, лежащая на режущей кромке должна находиться на оси центров 0 (рис. 3.8). В эту точку кромки устанавливают ножки двух индикаторов под углом в 90 градусов вертикально и горизонтально. Индикаторы должны быть установлены с натягом 2…3 мм. При перемещении державки с индикатором в радиальном направлении, как показано стрелкой на рис. 3.8,а, индикатор 1 займет положение 1´ и покажет численное значение пройденного пути L, а индикатор 2 переместившись, займет положение 2´. Он покажет вертикальное перемещение ножки на величину h. Зная эти величины можно определить угол γ:
![]() (3.7)
(3.7)
Величина перемещения индикаторов в радиальном направлении должна составлять примерно 2…3 мм.
Схема измерения заднего угла показана на рис.3.8, б.
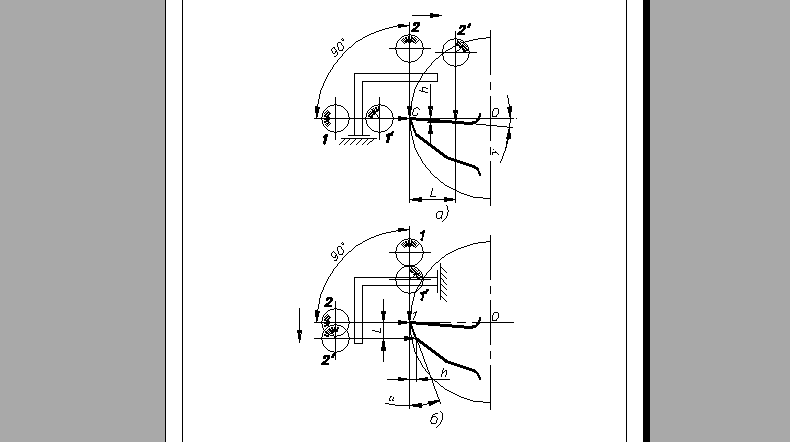
Рис. 3.8. Схема измерения углов фрезы методом координат:
а – переднего угла; б – заднего угла.
Оправка с индикаторами перемещается вниз вертикально на 2…3 мм. Индикатор I покажет величину этого перемещения, а индикатор 2 – падение затылка зуба фрезы. Угол можно определить по формуле
![]() (3.8)
(3.8)
При измерении угла наклона винтовой канавки индикаторы перемещаются по длине измеряемой режущей кромки.
Устройство и принцип работы угломера типа 2УРИ.
Измерение переднего и заднего углов фрезы осуществляют угломером Бабчиницира (2УРИ).
Прибор типа 2УРИ предназначен для измерения переднего и заднего углов многолезвийного режущего инструмента с прямолинейными зубьями, с равномерным шагом от 5 до 75 мм и с прямолинейным участком по передней и задней граням не менее 1 мм.
В таблице 3.2 представлены технические характеристики угломера
Таблица 3.2 - Технические характеристики угломера типа 2УРИ
|
1. |
Цена деления: |
1 |
|
2. |
Диапазон измерения углов: |
|
|
|
Передних |
0 – 25° |
|
|
Задних |
0 – 35° |
|
3. |
Основная погрешность показаний, не более |
±20' |
|
4. |
Габаритные размеры, мм |
1326813 |
|
5. |
Масса, кг |
0,17 |
Прибор (рис. 3.9) имеет сектор 1 со шкалой передних и задних углов, который может перемещаться по дуге 2 со шкалой чисел зубьев и закрепляться в требуемом положении прижимом 3. Под прижимом расположена пружинная шайба, с помощью которой регулируется сила прижима сектора к дуге.
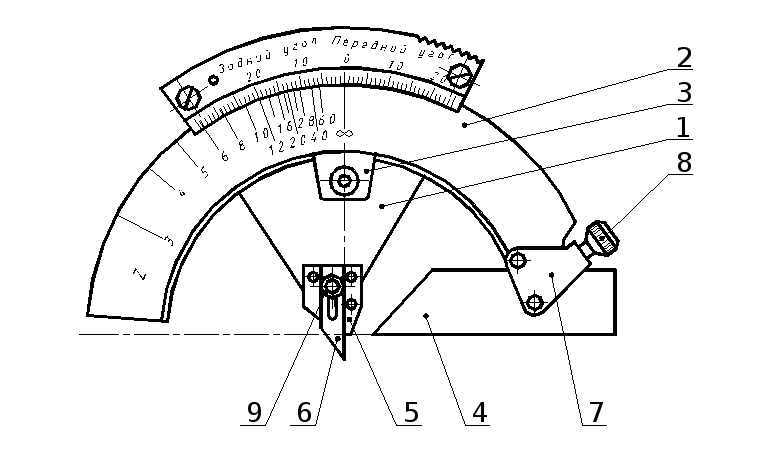
Рис. 3.9. Общий вид угломера Бабчиницира (2УРИ)
1 - сектор со шкалой передних и задних углов; 2 - дуга со шкалой чисел зубьев; 3 – прижим; 4 – линейка; 5 – планка; 6 – нож; 7 – хомутик; 8, 9 – винты.
На шкале углов нанесены штрихи для отсчета передних углов в пределах 0 – 25º и задних в пределах 0 – 35º.
На шкале чисел зубьев, среди оцифрованных штрихов имеются три не оцифрованных, соответствующие 14, 18 и 24 зубьям, и штрих со знаком , используемый при контроле цилиндрических фрез с числом зубьев более 60, протяжек, торцевых зубьев фрез и т.п.
По правому торцу дуги перемещается линейка 4, удерживаемая от выпадения хомутиком 7. Линейка закрепляется в требуемом положении винтом 8 в зависимости от шага зубьев измеряемого инструмента.
По пазу планки 5, закрепленной в секторе, перемещается нож 6, установленный на определенную высоту в зависимости от высоты зубьев измеряемого инструмента и закрепляемый винтом 9.
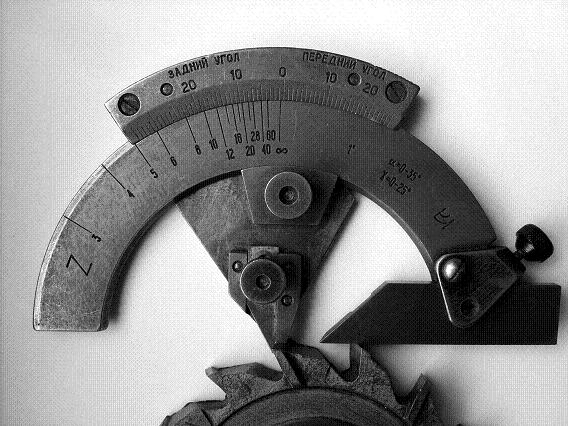
Схемы измерений заднего и переднего углов фрезы, посредством угломера 2УРИ представлены на рис.3.10 и рис3.11 соответственно. Угломер накладывают на режущие кромки двух соседних зубьев так, чтобы режущая кромка измеряемого зуба упиралась в вершину угла, составленного измерительной плоскостью ножа 6 и планки 5, линейка 4 касалась смежного зуба, а торцовая часть прибора лежала бы в плоскости измерения угла (в плоскости перпендикулярной режущей кромке или в плоскости перпендикулярной оси фрезы). При измерении заднего угла α сектор 1 поворачивают до совмещения измерительной планки 5 с задней поверхностью зуба фрезы (рис.3.10).Далее отсчитывают по градусной шкале сектора 1 значение заднего угла α: оно соответствует дуге между значением 0 на градусной шкале и одним из штрихов на шкале дуги 2, соответствующим числу зубьев фрезы Z. Например, для 16 зубьев фрезы задний угол α = 12º.
|
|
|
Рис. 3.10. Схема измерения заднего угла фрезы |
|
|
|
Рис. 3.11. Схема измерения переднего угла фрезы |
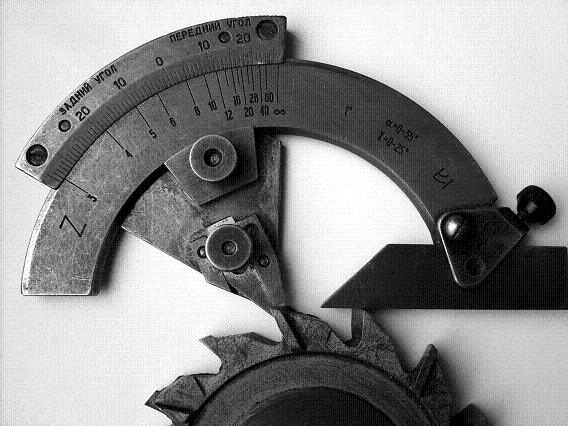
При измерении переднего угла γ сектор 1 поворачивают до совмещения измерительного ножа 6 с передней поверхностью зуба фрезы (рис.3.11), и по градусной шкале сектора 1 отсчитывают значение заднего угла α: оно соответствует дуге между значением 0 на градусной шкале и одним из штрихов на шкале дуги 2, соответствующим числу зубьев фрезы Z. Например, для фрезы с 16 зубьями передний угол равен 15º.
Для определения значения радиального и торцового биения режущих кромок зубьев фрезы, необходимо измерить отклонения по каждому зубу. Для этого, фреза одевается на оправку и устанавливается в центра прибора ПБ-250. Индикатор, установленный в стойку, подводится к зубу, принятому за первый и устанавливается на нуль. Вращая фрезу, производят измерения отклонения по каждому зубу в радиальном, а затем и в торцовом направлении (рис. 3.12 и рис.3.13)
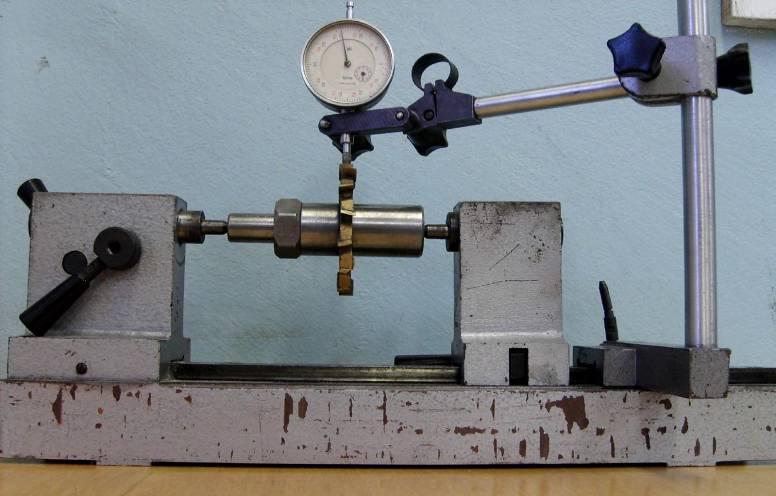
Рис.3.12. Прибор ПБ-250. Измерение радиального биения фрезы
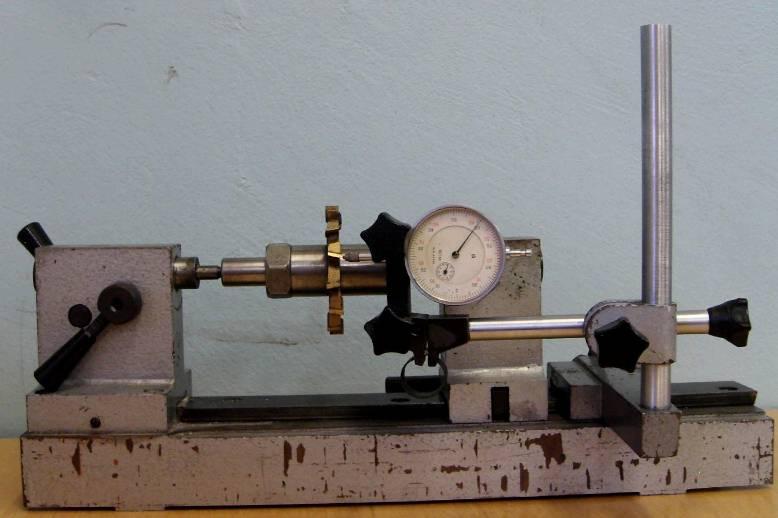
Рис.3.13. Прибор ПБ-250. Измерение торцового биения фрезы