

6 Формирование свободного объемно-календарного графика выполнения производственной программы предприятия
Объёмно-календарный (объемно-цикловой) график хода производства позволяет увязать желаемые сроки выполнения заказов с полноценной загрузкой производственных подразделений на всех стадиях производства. Этот объёмно-календарный график, кроме решения чисто плановых задач, позволяет вести активный контроль и регулирование хода производства для удержания производственного процесса в плане-графике. Сводный объёмно-цикловой график выполнения всех заказов, включенных в производственную программу, одновременно является сводным объёмно-цикловым графиком загрузки всех производственных участков, участвующих в исполнении производственной программы предприятия.
Каждая стадия производства отделена от последующей межцеховым перерывом. Этот перерыв формируется либо по опережениям работ, переходящим с предыдущего планового периода, либо по максимальному нормативному опережению одного из заказов, включённых в производственную программу на данный плановый период. Эти опережения являются важным организационным элементом, необходимым для обеспечения непрерывной загрузки производственных подразделений следующей стадии производства, выравнивания скорости потребления при работе участков смежных стадий партиями разного размера, времени перекомплектации комплектов предметов труда.
Для сокращения производственного цикла каждого заказа, уменьшения межцеховых заделов и погашения естественного фона сбоев (естественный фон сбоев в производстве обычно не превышает однодневной задержки половины наименований деталей, составляющих маршрутный комплект деталей) в производстве каждый маршрутный комплект предметов труда (заготовок, деталей, СЕ и т.д.) должен загружать каждую операцию процесса примерно на двое суток или на половину рабочей недели. Синхронизация размеров комплектов предметов труда производится принудительно. Все маршрутные комплекты предметов труда имеют примерно одинаковый цикл изготовления, но несколько отличаются углом развертывания процесса изготовления.
Для облегчения построения сводного объемно-циклового плана-графика изготовления изделий можно воспользоваться нормативными количественными пропорциями сочетания различных изделий, с помощью которых формируется совокупное изделие, состоящее из серий изделий различных наименований.
7 Структура и продолжительность производственного цикла
Продолжительность производственного цикла изготовления продукции (независимо от числа одновременно изготавливаемых деталей или изделий) – это календарный период, в течение которого сырье, основные материалы, полуфабрикаты и готовые комплектующие изделия превращаются в готовую продукцию, или, другими словами, это отрезок времени от момента начала производственного процесса до момента выпуска готового изделия или партии деталей, сборочных единиц. Например, производственный цикл простого процесса начинается с запуска в производство заготовки (партии заготовок) и заканчивается выпуском готовой детали (партии деталей). Производственный цикл сложного процесса состоит из совокупности простых процессов и начинается с запуска в производство первой заготовки детали, а заканчивается выпуском готового изделия или сборочной единицы.
Продолжительность производственного цикла зависит от времени трудовых и естественных процессов, а также от времени перерывов в производственном процессе.
На рисунке 9 представлена структура производственного цикла.
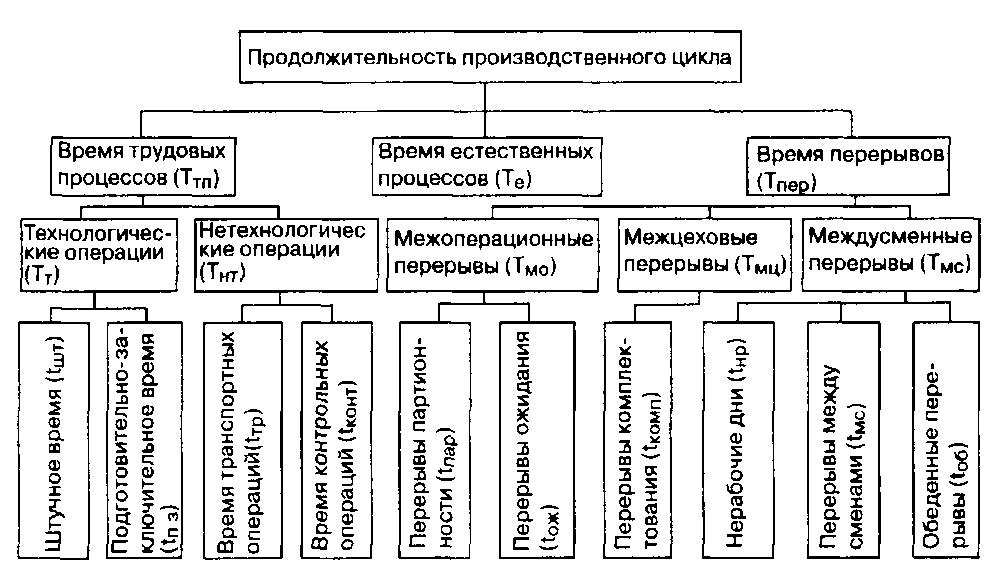
Рисунок 9 - Структура производственного цикла
В течение трудовых процессов выполняются технологические и нетехнологические операции.
Структура и продолжительность производственного цикла зависят от типа производства, уровня организации производственного процесса и других факторов. Для изделий машиностроения характерна высокая доля технологических операций в общей продолжительности производственного цикла. Сокращение цикла имеет большое экономическое значение.
Как правило, продолжительность производственного цикла определяется для одной детали, партии деталей, одной сборочной единицы или партии единиц, одного изделия. При этом следует учитывать, что изделием называют любой предмет или набор предметов, подлежащих изготовлению на предприятии или в его подразделениях.
При расчете продолжительности производственного цикла изготовления изделия учитывают лишь те затраты времени на транспортные и контрольные операции, естественные процессы и перерывы, которые не перекрываются операционным циклом.