

3.5.3. Литьё вакуумным всасыванием
Для процесса ЛВВ (рис. 3.4) характерны следующие преимущества:
– увеличенная заполняемость жидким металлом полости форм позволяет получать наиболее тонкостенные отливки
(до 1 мм и менее);
– практически отсутствуют ограничения по газопроницаемости применяемых литейных форм, что позволяет использовать для их изготовления более мелкозернистые материалы, способствующие улучшению качества поверхности отливок;
– достигается минимальное газонасыщение и окисление поверхности поступающего в полость формы расплава;
– вакуум в полости формы изменяет условия затвердевания отливки, влияя на характер теплообмена в зоне её контакта с поверхностью формы;
– количество выделяющихся из жидкого и кристаллического сплава газов зависит от глубины вакуума и продолжительности затвердевания отливки.
Формирование отливок под действием перепада атмосферного давления и понижения давления газа в полости формы (создание вакуума) способствует значительному улучшению качества (особенно тонкостенных отливок с толщинами вплоть до 0,5 мм), измельчению структуры и повышению физико-механических и эксплуатационных свойств, таких как герметичность, пневмо- и гидропрочность и др. Установлено, что для отливок из сплава AЛ4, AJI9 и др. с толщиной стенок 10 – 40 мм увеличение разрежения до 60 кПа способствует увеличению предела прочности материала отливки на 20 – 70 % , а относительного удлинения – в 2 раза и более.
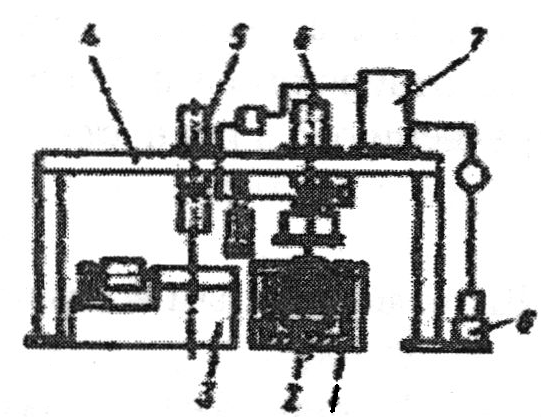
Рис. 3.4. Установка для литья методом вакуумного всасывания
колес компрессоров:
1 – печь; 2 – металлопровод; 3 – стол разборки залитой формы;
4 – траверса; 5 – устройство для разборки формы; 6 – цилиндр
с герметичным колпаком; 7 – ресивер; 8 – вакуумный насос
Дальнейший рост разрежения может вызвать снижение механических свойств при неизменных тепловых параметрах.
Изготовление отливок (например, тонкостенных крышек, крыльчаток и т.п.) способом ЛВВ взамен литья в кокили позволяет снизить шероховатость поверхности отливок (в 5 – 8 раз), расход металла на литниковую систему и увеличить в 1,2 раза производительность труда за счёт сокращения продолжительности технологического процесса.
3.6. Получение отливок магнитной формовкой
Сущность магнитной формовки состоит в том, что в качестве формовочного материала применяют намагничивающиеся сыпучие материалы, а прочность формы достигается в результате взаимодействия намагниченных частиц при воздействии на форму постоянного магнитного поля.
Магнитная формовка получила развитие в двух направлениях – неразъёмные неполые формы с применением разовых газифицируемых не извлекаемых моделей и разъёмные полые формы с постоянными и извлекаемыми моделями.
Общность этих двух способов состоит в применении одних и тех же сыпучих намагничивающихся материалов, например, литой или колотый стальной или чугунный дроби размером частиц 0,3 – 0,8 мм. Наибольшее развитие получила «магнитомягкая» формовка, особенно по разовым газифицируемым моделям из пенополистирола.
Несмотря на высокую стоимость материала при использовании магнитных форм экономический эффект применения магнитной формовки достигается за счёт других технических, экономических и экологических преимуществ:
– малая занимаемая площадь (вместе с оборудованием для подготовки оборотного формовочного материала) и небольшие капитальные вложения;
– отсутствие стержней, операций и оборудования для их изготовления;
– отсутствие формовочных и стержневых смесей;
– отсутствие в формовочном материале элементов, оказывающих вредное влияние на качество отливки;
– простой контроль качества формовочного материала;
– быстрое затвердевание отливки (без закалки) и уменьшение длины охлаждаемой зоны;
– высокая удельная производительность труда.
При литье в неполые магнитные формы отсутствуют традиционные операции, такие как:
– трудоёмкое и длительное разрушение формы для извлечения отливки;
– удаление стержней из отливки;
– обрубка и зачистка швов и заливов по разъёму и знакам стержней.
При изготовлении на АМО «ЗИЛ» отливок вставок в обрезные штампы из стали 5ХНВ в неполых магнитных формах вместо литья по выплавляемым моделям получен положительный эффект. Эксплуатация вставок для горячей и холодной обрезки поковок от облоя показала повышение их стойкости соответственно на 25 и 40 %. При этом припуски на механообработку остались прежними.