

3.5.1.1. Технико-экономические показатели литья под низким давлением
ЛНД имеет ряд существенных преимуществ по сравнению с теми способами литья, которые основаны на гравитационной заливке форм, например: создаются оптимальные условия для полной механизации и автоматизации технологического цикла изготовления отливок; осуществляется регулируемое заполнение литейной формы и питание отливок под сверхатмосферным давлением, позволяющим резко сократить расход металла на литниково-питающую систему (ЛПС), снизить брак по литейным дефектам и тем самым увеличить выход годных отливок.
Масса переплавляемых отходов в виде литников и прибылей при обычном литье в кокиль может достигать 60 – 80 % массы отливки, а при ЛНД не превышает 3 – 15 %.
Следует учитывать, что металлоёмкая ЛПС при обычном литье в кокиль затвердевает медленно, что снижает производительность.
При ЛНД производительность труда возрастает не только в результате резкого снижения металлоёмкости ЛПС, но и благодаря увеличению на 15 – 20 % скорости затвердевания отливок.
Большие резервы заключены в способе ЛНД для повышения качества литых заготовок: повышение герметичности, физико-механических свойств, размерной точности и др.
Машины ЛНД отличаются от кокильных машин и машин литья под давлением отсутствием открытых раздаточных печей и располагающихся рядом с машинами дозаторов различных конструкций. Агрегаты заливки в машинах ЛНД размещают непосредственно под кокильным станком, что позволяет резко, сократить потребность в производственных площадях, а открытые тигли с расплавом заменяют герметично закрывающимися. Это улучшает экологическую обстановку в литейном цехе и снижает вредное воздействие на окружающую среду. Последнее достигается ещё и благодаря тому, что замена литья в кокили процессом ЛНД позволяет на 30 – 50 % снизить объём расплавляемого жидкого металла на одну тонну годных отливок.
3.5.1.2. Разновидности процесса литья под низким давлением
Одной из разновидностей процесса является ЛНД с отсечкой расплава в полости формы от металлопровода (рис. 3.2) с последующей поршневой допрессовкой металла прибыли или теплового узла. В последнем случае происходит эффективная допрессовка предварительно закристаллизованным металлом отливки.
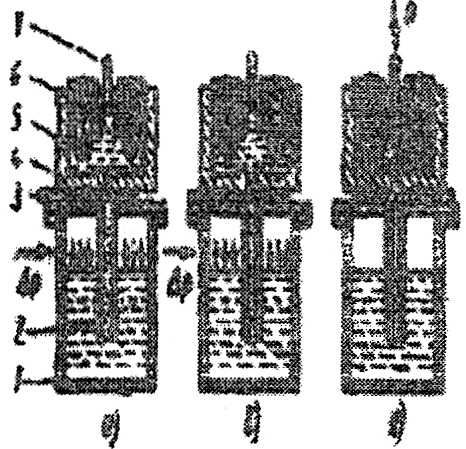
Рис. 3.2. Схема ЛНД с отсечкой и последующей поршневой
допрессовкой металла прибыли:
а – заполнение формы под низким давлением; б – отсечка жидкого металла от тигля с металлом; в – прессование затвердевающей отливки; 1 – герметичная камера с расплавом; 2 – металлопровод; 3 – нож; 4 – форма; 5 – жидкий металл; 6 – стержни;
7 – прессующий плунжер
В другой разновидности процесса ЛВМ совмещается с РАСЛИТ-процессом, обеспечивающим благоприятные условия питания отливки (независимо от числа тепловых узлов), т.е. температура нижней части формы с питателями поддерживается постоянной и примерно равной температуре заливаемого металла.
3.5.2. Литьё с противодавлением
Кристаллизация металла отливки в полости формы протекает в условиях воздействия на него газового давления РФ. Таким образом, данный процесс совмещает в себе на стадии заливки способ ЛНД, в период кристаллизации – способ автоклавного литья под всесторонним газовым давлением (рис. 3.3).
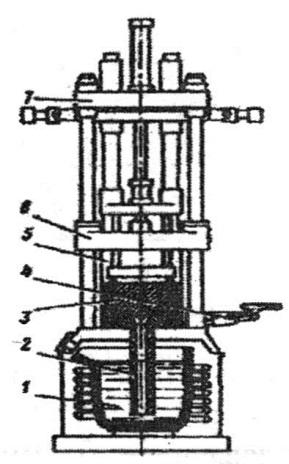
Рис. 3.3. Машина для литья с противодавлением типа ВП:
1 – герметичная печь с расплавом; 2 – металлопровод; 3 – форма; 4 – съёмник отливок; 5 – герметичный кожух; 6 – подвижная
плита машины; 7 – механизм вертикальных перемещений
Повышение под давлением плотности газа сопровождается ростом его теплопроводности и способствует интенсификации конвективного теплообмена.
В результате продолжительность затвердевания отливки при использовании противодавления сокращается на 10 – 20 %, что также является следствием увеличения применяемых давлений (от 0,05 – 0,1 МПа при ЛНД до 0,4 – 0,6 МПа при литье с противодавлением).
Способом ЛПРД получают отливки, шероховатость поверхностей которых незначительна, так как газовое противодавление со стороны формы препятствует заполнению расплавом микронеровностей её поверхности, что особенно важно при изготовлении отливок с песчаными стержнями.
Следствием интенсификации теплоотвода и улучшения условий питания отливки при ЛПРД является заметное измельчение структуры, повышение физико-механических свойств литого материала. Термообработка при литье с применением давления позволяет повысить прочность отливок на 25 – 35 %.
Важным показателем процесса ЛПРД является не только рост прочности и пластичности материала отливки, но и выравнивание значений этих величин по сечению отливки. Улучшение однородности литого материала положительно сказывается на его эксплуатационных характеристиках. Например, циклическая прочность получаемых способом ЛПРД корпусов насосов НШ46У возросла по сравнению с литьём в кокиль в 1,5 – 4 раза.
Как известно, физико-механические свойства литого металла определяются его макро- и микроструктурой, которые в значительной степени зависят от условий первичной кристаллизации. Наложение давления при затвердевании позволяет полностью устранить образование газоусадочных дефектов.
Устранение газоусадочных дефектов при наложении газового давления, повышение скорости затвердевания, уменьшение степени неоднородности металла и увеличение дисперсности структуры позволяют использовать давление для реализации потенциальных возможностей литейной технологии в повышении физико-механических характеристик литого металла.
Предпосылками улучшения качества и свойств литого металла отливки, формирующейся в условиях воздействия всестороннего газового давления, являются повышение плотности литого материала под действием избыточного давления, предупреждение образования в процессе её затвердевания газовой пористости, улучшение структуры и свойств литого металла в результате интенсификации процесса теплообмена между отливкой и формой.
В условиях литья с противодавлением упрочняющие фазы кристаллизуются в более благоприятной форме, что облегчает процесс их растворения и выделения.
Литьё с противодавлением даёт возможность сократить время гомогенизации.
Чрезвычайно важным обстоятельством, присущим методу литья с газовым противодавлением, является возможность дальнейшего повышения не только абсолютной величины физико-механических свойств литого материала, но и обеспечение стабильности этих показателей по сечению отливки. Отмеченный рост однородности физико-механических показателей, в свою очередь, приводит к заметному повышению эксплуатационных характеристик и надежности работы литого материала в ответственных узлах различного рода конструкций.
Существенным преимуществом метода литья с газовым противодавлением является возможность осуществления дополнительного (помимо металлопровода) питания практически неограниченного количества тепловых узлов отливки. Питание осуществляется, как и в случае автоклавного литья, с помощью соответствующего числа верхних и боковых прибылей, работающих под действием давления газа, находящимся под герметизирующим форму колпаком.
Комплекс металлографических исследований, проведенных на отливках, позволил сделать вывод о том, что литьё с противодавлением алюминиевых сплавов (на примере систем алюминий-медь, алюминий-кремний) существенно улучшает качество литых деталей за счёт изотропности сплава по сечению отливок, диспергирования, оптимизации формы и распределения фазовых составляющих структуры.
Выявлено также, что литьё с противодавлением позволяет заметно сократить цикл термической обработки (гомогенизации и старения) при достижении физико-механических свойств металла. При этом могут быть достигнуты более высокие показатели прочности и пластичности, чем при литье в кокиль по обычной технологии. Прочностные свойства отливок повышаются для силуминов до 260 – 270 МПа по сравнению с прочностью
220 – 230 МПа при литье в кокиль.