

Холодная листовая штамповка
Холодная листовая штамповка – это получение плоских и пространственных изделий из заготовки в виде листа, полосы, ленты.
Исходная заготовка обычно имеет толщину не более 10 мм.
Операции листовой штамповки делятся на разделительные (заготовка разрушается) и формообразующие (разрушение недопустимо).
Примерами разделительных операций являются вырубка и пробивка. Они выполняются по одной схеме (рис. 28, а), но вырубка формирует внешний периметр заготовки, а пробивка – внутренний. Штамп состоит из пуансона и матрицы. От их острых кромок начинается развитие трещин. Трещины встречаются, и часть заготовки отделяется.
Примером формообразующей операции является вытяжка – получение объемного изделия из плоской заготовки (рис. 28, б). Пуансон и матрица для вытяжки имеют скругленные кромки. Прижим исключает образование складок на фланце. При вытяжке можно уменьшать толщину стенки примерно в 2 раза, но дно изделия останется такой же толщины.
Р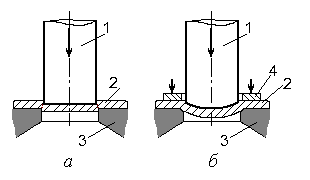 ис.
28. Схема пробивки(а)
и вытяжки (б):
ис.
28. Схема пробивки(а)
и вытяжки (б):
1 – пуансон; 2 – заготовка; 3 – матрица; 4 – прижим
Деформация при холодной листовой штамповке
Холодная деформация приводит к упрочнению металла, поэтому иногда приходится делать отжиги. Холодная листовая штамповка применима только к пластичным металлам и сплавам: низкоуглеродистым сталям, сплавам алюминия, меди, титана.
Инструмент и оборудование для холодной листовой штамповки
Инструмент специальный для каждой операции и размера изделия. Это матрицы и пуансоны соответствующей формы.
Используются кривошипные прессы и гидравлические прессы (для толстых листов). Разработаны методы высокоскоростной листовой штамповки с использованием энергии взрыва или электрического разряда.
Применение холодной листовой штамповки
Для получения изделий малой массы, но большой прочности и жёсткости. Широко используется в авиастроении, в производстве автомобилей и тракторов.
Характеристика способов обработки металлов давлением дана в табл. 1.
Таблица 1
Способы омд
|
Название |
Где происходит деформация |
Инструмент |
Оборудование |
Заготовка |
Нагрев |
Величина деформации |
Получаемые изделия |
|
Получение профилей | |||||||
|
Прокатка |
В зазоре между валками |
Валки |
Прокатный стан |
Слиток, блюм, сляб, полупродукт |
Обычно горячая деформация |
µ≤ 2 |
Сортовой прокат, листы, трубы, специальные виды проката |
|
Волочение |
В отверстии волоки |
Волока |
Волочильный стан |
Пруток, труба, горячекатаная проволока |
Холодная деформация |
µ≤ 1,5 |
Проволока, калиброванные прутки и трубы, фасонные профили |
|
Прессование |
В отверстии матрицы |
Матрица, игла |
Гидравлический пресс |
Слиток, горячекатаный пруток |
Обычно горячая деформация |
µ = 30÷50 |
Простые и сложные профили, инструмент |
|
Получение заготовок и деталей | |||||||
|
Ковка |
Между бойками |
Бойки, подкладной инструмент |
Молоты и прессы |
Слиток, блюм, сортовой прокат простого сечения |
Горячая деформация |
У ≤ 20 |
Широкий ассортимент поковок весом до 300 т |
|
Объемная штамповка |
В полости штампа |
Штамп |
Молоты и прессы, КШП, ГКМ |
Прокат простого сечения |
Чаще горячая деформация |
У ≤ 2÷3 |
Поковки серийного производства весом до 3 т |
|
Холодная листовая штамповка |
В зазоре между пуансоном и матрицей |
Матрица и пуансон |
КШП, гидравлический пресс |
Лист, полоса, лента |
Холодная деформация |
- |
Объемные и плоские детали с малой массой и большой прочностью |
Лекция 5
