

1.5. Правило шести точек
Выбор опорных баз это, фактически, вопрос о выборе опорных точек, которыми заготовка контактирует с приспособлением. Их число и расположение подчиняется закономерности, которую традиционно называют "правилом шести точек".
В трехмерном пространстве твердое тело имеет шесть степеней свободы: три связаны с перемещением тела вдоль трех взаимно перпендикулярных осей координат X, Y, Z и три - с возможным его поворотом относительно этих осей.


Рисунок 1.3. Схема базирования детали по шести опорным точкам
При установке детали в приспособление каждая из степеней свободы связывается путем прижима детали к неподвижной точке (опоре) приспособления. Одна опора связывает одну степень свободы детали. Для лишения детали шести степеней свободы необходимо иметь шесть неподвижных опорных точек в приспособлении. Они должны быть расположены определенным образом на 3-х разных поверхностях. Например, при базировании детали на три плоскости (рис.1.3) установочная плоскость 1 несет 3 опорные точки и лишает заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y.
Направляющая плоскость 2 несет 2 опорные точки и лишает заготовку перемещения вдоль оси Y и поворота вокруг оси Z.
Опорная плоскость 3 лишает заготовку перемещения вдоль оси X. Шесть опорных точек обеспечиваю полную схему базирования, что позволяет наладить станок на получение 3-х размеров, координирующих обрабатываемую поверхность. Схема установки с неполной ориентацией заготовки в пространстве (неполная схема базирования) упрощает конструкцию приспособления и используется для наладки на один или два размера.
По стандарту опорные точки условно изображают значками6
-в плоскости, перпендикулярной к плоскости изображения
-в плоскости, совпадающей с изображением.
Рядом с этим знаком ставят порядковый номер опорной точки (см. рис. 1.3).
1.6. Типовые схемы базирования заготовок
Если заготовка базируется плоскими поверхностями в приспособление, то возможны три варианта. Первый - базирование на три плоскости - полное, т.к. оно лишает заготовку шести степеней подвижности. Эта схема позволяет наладить станок на автоматическое получение трех размеров, которыми обрабатываемая поверхность скоординирована относительно других элементов заготовки (см. рис.1.2 и рис.1.3). Второй и третий варианты — базирование заготовок на две и одну плоскость (неполное), что позволяет наладить станок на получение соответственно двух и одного координирующего размера.
При базировании заготовок наружной цилиндрической поверхностью используют установку в короткую и длинную призму. Призма центрирует заготовку - совмещает оси Z и X заготовки с осью симметрии призмы (рис. 1.4,а; 1.4,6 и 1.4,в).
Призма считается короткой, если ее длина L меньше диаметра D, то есть L/D < 1 (см. рис.1.4,а) и длинной при L/D >1 (рис. 1.4,6 ,в). Короткая призма лишает заготовку двух степеней подвижности, т.к. несет две опорные точки.
Длинная призма несет четыре опорные точки и лишает заготовку четырех степеней подвижности. Дополнительное базирование детали на торец дает три опорные точки с короткой призмой и одну опорную точку с длинной призмой. Обе схемы обеспечивают неполное базирование и позволяют наладить станок на получение двух координирующих размеров (рис. 1.4, а, 6). Чтобы исключить поворот детали необходимо иметь шестую опорную точку. Например, стенку шпоночного паза, радиальное отверстие можно использовать как упор от поворота (рис. 1.4, в).
Для деталей, имеющих обработанное цилиндрическое отверстие, используют базирование на короткий или длинный палец (оправку). Варианты этих схем базирования принципиально не отличаются от базирования в призмы (рис. 1.4, г, д, е).
Если деталь имеет два обработанных отверстия с параллельными осями (рис.1.4, ж), ее удобно базировать на плоскость и два отверстия. Отверстия базируют на короткие пальцы - цилиндрический и скошенный. Плоскость в этом случае является установочной и имеет три опорные точки, цилиндрический палец две, скошенный - одну.
а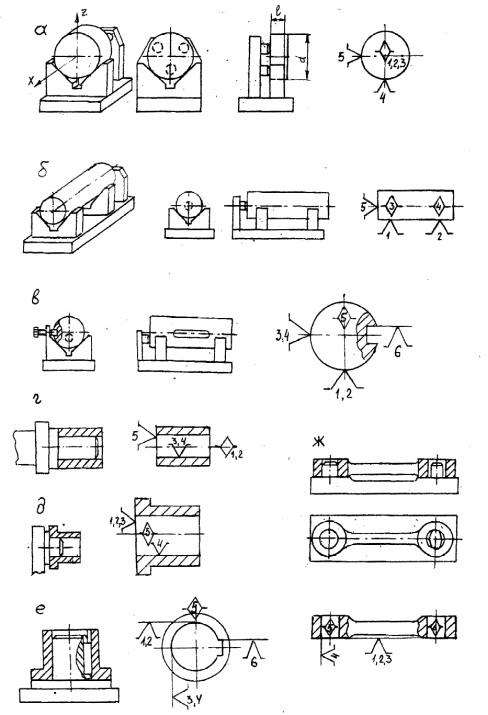
б
в
г
д
е
Рисунок
1.4
– Типовые схемы базирования заготовок
Более подробно вопросы теории базирования изучите по литературе: /1,с.15...25; 1,с.147...150; 2,с.12...29; 4,с.10-60; 7,с.9...32/.