

Шишкин Основы проектирования станочных приспособлений 2010
.pdfходимо применить комплект баз, присущий втулке, т.е. двойная направляющая и две опорные базы.
Рис. 1.25. Базирование заготовки с элементами диска и втулки
Таким образом, в каждом аналогичном случае выбор баз производится исходя из конкретных технических требований к обрабатываемым поверхностям.
1.2.5. Базирование заготовки по плоской и двум внутренним цилиндрическим поверхностям
По плоскости и двум отверстиям базируют заготовки разнообразные по геометрической форме. По такой типовой схеме базируют заготовки призматической, коробчатой форм, заготовки типов диска, крышки, плиты, рычага с несколькими отверстиями.
Обязательным условием является наличие не менее двух параллельных отверстий одинаковых или различных по диаметру и перпендикулярных к плоской поверхности.
31

На рис. 1.26 изображена теоретическая схема базирования заготовки типа плиты по плоскости и двум отверстиям.
|
Z |
|
1,2,3 |
|
6 |
|
|
|
|
|
X |
Y |
4,5 |
|
|
|
|
Рис. 1.26. Теоретическая схема базирования заготовки по плоской поверхности и двум отверстиям
Плоская поверхность при данной схеме базирования принимается в качестве установочной базы. Опорные точки 1, 2 и 3 лишают заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y. По поверхностям отверстий заготовка лишается оставшихся степеней свободы. Одно из отверстий (левое) лишает заготовку двух степеней свободы – перемещений вдоль осей X и Y.
Цилиндрическая поверхность отверстия является в этом случае двойной опорной базой. Оставшуюся степень свободы – поворота вокруг оси Z – лишает опорная точка 6.
Установочные элементы приспособления выбираются в зависимости от конструкции конкретной заготовки. Крупногабаритные заготовки по установочной базе базируются на опорные пластины, шайбы. Легкие заготовки по этой же базе устанавливают на цилиндрические постоянные опоры. Для двойной опорной базы установочным элементом является установочный цилиндрический палец.
По второму цилиндрическому отверстию заготовка базируется с помощью установочного срезанного (ромбического) пальца. Все базы по характеру проявления явные.
При наличии на заготовке больше двух одинаковых отверстий, подходящих для данной схемы базирования, необходимо выбирать два отверстия с максимальным расстоянием между ними. Если несколько отверстий выполнены с различной точностью, то целесообразно выбирать отверстия с более высокой точностью. Но в каждом
32

конкретном случае выбор отверстий для базирования необходимо обосновать расчетом угловой погрешности базирования. В одном случае определяющим может быть расстояние между отверстиями, а в другом – точность отверстий. Причем технолог имеет возможность (и право) изменить точность одного или двух отверстий в сторону повышения их точности, по сравнению с заданными конструктором, и назначить эти отверстия технологическими, но такое повышение точности отверстий, используемых в дальнейшем для базирования, должно производиться в разумных пределах.
Следует помнить, что рабочие поверхности установочного срезанного пальца должны располагаться на перпендикуляре к осевой линии, соединяющей два отверстия.
Недопустимо нагружение установочных пальцев радиальными усилиями, что приводит к их преждевременному изнашиванию и, как следствие, потере точности приспособления.
На рис. 1.27, 1.28, 1.29 приведены примеры конструкций приспособлений [8, 9, 10].
Рис. 1.27. Базирование шатуна по плоскости и двум отверстиям
Методика расчета диаметров пальцев и других исполнительных размеров для данной схемы базирования приведены, например, в [11, 12].
33

Рис. 1.28. Специализированное приспособление для растачивания отверстия в вилке:
1 – планшайба; 2 – палец цилиндрический; 3, 4 – гайка и шайба; 5 – палец ромбический; 6 – гайка; 7 – планка; 8 – винт; 9 – табличка
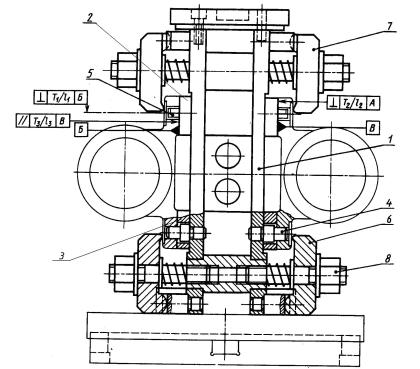
Рис. 1.29. Двухместное приспособление для установки корпуса подшипника: 1 – корпус; 2, 3 – опорные пластины; 4 – цилиндрический палец; 5 – срезанный (ромбический) палец; 6, 7 – прихваты; 8 – гайки
1.2.6. Базирование заготовки по центровым отверстиям
По центровым отверстиям базируют заготовки типа вала, втулки и др. Втулка должна иметь фаски соответствующего профиля и размера. Типовая схема базирования находит широкое применение при токарной обработке, обработке зубчатых колес, шлифовании и т.д.
Несмотря на широкое применение данной схемы базирования в литературе описание комплекта баз дается неоднозначно или на комплекте баз не заостряется внимание [13, 14, 15].
Теоретическая схема базирования заготовки по двум центровым отверстиям представлена на рис. 1.30.
35

|
Z |
1,2,3,4 |
|
|
|
|
X |
|
6 |
Y |
5 |
Рис. 1.30. Теоретическая схема базирования заготовки по центровым отверстиям с применением поводкового хомутика
Согласно теоретической схеме базирования левый центр (жесткий) лишает заготовку трех степеней свободы: точки 1, 2, 5 лишают заготовку перемещений относительно осей X, Y, Z. Но ГОСТ 21495–76 не предусматривает исключения у заготовки трех перемещений. Остается возможность рассматривать центровые отверстия как сочетание поверхностей, которые выполняют функцию базы. Тогда два центровых отверстия в совокупности являются двойной направляющей базой. Опорные точки 1, 2 и 3, 4 располагаются на рабочих конических поверхностях центровых отверстий и лишают заготовку четырех степеней свободы – перемещений вдоль осей Y, Z и поворотов вокруг этих осей.
Опорная точка 5 опорной базы, которой также является коническая поверхность центрового отверстия, лишает заготовку перемещения вдоль оси X. Последнюю степень свободы – вращение заготовки относительно оси X – исключает опорная точка 6.
Рассмотренная теоретическая схема базирования заготовки по центровым отверстиям предусматривает применение в качестве установочных элементов для опорных точек 1, 2, 5 и 3, 4 центров. Опорной точке 6 соответствует поводковый хомутик.
По характеру проявления двойная направляющая и опорная, лишающая заготовку перемещения вдоль оси X, базы являются явными. Опорная база, лишающая заготовку вращения относительно оси X и реализуемая хомутиком (по аналогии с зажимными устройствами в пп. 1.2.2 и 1.2.3), по-видимому, является скрытой.
36

Применение установочных элементов других конструкций изменяет и теоретическую схему базирования заготовки по центровым отверстиям.
На рис. 1.31, а представлена теоретическая схема с применением рифленого упорного центра. Отличием данной схемы базирования от предыдущей заключается в том, что опорная точка 6 располагается на конической поверхности центрового отверстия. Если применяется передний плавающий центр и поводок, имеющий рифления, и который контактирует с заготовкой по ее торцу, то опорные точки 5 и 6 располагаются по плоской поверхности торца заготовки (рис. 1.31, б).
Рис. 1.31. Теоретическая схема базирования при применении рифленого упорного центра (а), плавающего поводкового зубчатого центра (б)
и плавающего поводкового штырькового центра (в)
При применении плавающего поводкового штырькового центра (рис. 1.31, в) опорная точка 6 располагается по цилиндрической поверхности одного из отверстий, в которое вводится штырь поводкового патрона. Причем, опорная база (точка 6) становится явной базой, так как отверстие является реальной поверхностью.
37

Один из вариантов специальной оправки для базирования втулки был приведен на рис. 1.24, но сама оправка устанавливается на станке по центровым отверстиям.
Пример применения поводкового приспособления для токарных работ показан на рис. 1.32 [4].
Рис. 1.32. Схема поводкового приспособления:
1 – хомутик; 2 – заготовка;
3 – планшайба
Пример унифицированной оправки для круглошлифовального станка представлен на рис. 1.33 [16].
Базирование заготовки на унифицированной оправке производится аналогично, как на рис. 1.24.
Рис. 1.33. Унифицированная оправка для круглошлифовального станка: 1, 6 – втулки; 2 – корпус оправки; 3, 4, 8 – заглушки; 5 – втулка;
7 – гайка; 9 – гайка
38

1.2.7.Базирование заготовки по плоскости (плоскостям)
иэлементу (элементам) симметрии
Отличительной особенностью рассмотренных выше типовых схем базирования заготовок является выбор в большинстве случаев в качестве баз реальных поверхностей.
На практике значительный объем работ приходится на обеспечение достаточно жестких требований по торцевому и радиальному биениям, параллельности, перпендикулярности и симметричности поверхностей. Перечисленные требования характерны как для тел вращения, таки для корпусныхзаготовок, заготовок типа рычага идр.
При базировании заготовки по оси цилиндрической поверхности и плоскости ось является скрытой базой, а плоскость – явной. По сочетанию поверхностей заготовки могут быть типа диска, вала, диска с отверстием и втулки. Для заготовок типа диска и вала рассматриваются в качестве баз оси наружных цилиндрических поверхностей, а для заготовки типа диска с отверстием и втулки – оси цилиндрических поверхностей отверстий.
На рис. 1.34 представлена теоретическая схема базирования заготовки типа диска. Как и при базировании заготовки данного типа по плоской и наружной цилиндрической поверхностям (см. рис. 1.10) плоскость, имеющая большую площадь, принимается технологической установочной базой (опорные точки 1, 2 и 3). Ось диска является двойной опорной скрытой базой, и, следовательно, опорные точки 4 и 5 налагаются именно на ось. Опорная точка 6 выполняет функцию, что и на рис. 1.10, и расположена на опорной скрытой базе.
Z 1,2,3
1,2,3
X
|
6 |
Y |
4,5 |
|
Рис. 1.34. Теоретическая схема базирования заготовки типа диска по оси цилиндрической и плоской поверхностям
39

Опорные точки 1, 2, 3 лишают заготовку перемещения вдоль оси X и поворотов вокруг осей Y и Z. Опорные точки 4 и 5 исключают перемещение заготовки вдоль осей Y и Z, а опорная точка 6 (при приложении сил закрепления) исключает поворот вокруг оси X.
Установочными элементами приспособления для данной схемы базирования являются кулачки только самоцентрирующихся патронов. В этом случае производится однозначное определение оси заготовки.
Для заготовки типа вала теоретическая схема базирования представлена на рис. 1.35. Ось заготовки является двойной направляющей скрытой базой (опорные точки 1, 2, 3 и 4), плоская поверхность торца – опорная явная база (точка 5), а опорная скрытая база проявляется при приложении сил закрепления и отображена опорной точкой 6. Заготовка лишается степеней свободы аналогично схеме, представленной на рис. 1.14.
|
Z |
1,2,3,4 |
|
|
|
|
X |
|
6 |
Y |
5 |
Рис. 1.35. Теоретическая схема базирования заготовки типа вала по оси цилиндрической и плоской поверхностям
Комплект баз для диска в этом случае состоит из технологических установочной явной, двойной опорной и опорной скрытых баз. Для вала комплект баз представляет собой сочетание технологических двойной направляющей скрытой, опорной явной, которая лишает заготовку перемещения вдоль оси X, и опорной скрытой баз.
Установочными элементами для заготовки типа вала с базированием по наружной цилиндрической поверхности являются длинные кулачки самоцентрирующего патрона.
Базирование заготовок типа дисков с отверстием и втулки по осям цилиндрических отверстий и плоскостям, соответственно, представлены на рис. 1.36 и 1.37.
40