

3 Технологическая часть
3.1 Общая характеристика и выбор материала изделия
После того, как была утверждена тема и выбран окончательный эскиз, необходимо было определиться с технологией изготовления изделия с учетом всех технологических параметров и сохранением геометрии деталей.
Было принято решение изготовить подставку для цветов методом художественной ковки.
Подставка сделана из стальных прутков Ст 0 ГОСТ 2591-88 квадратным сечением 10 мм. Вес составляет 20 кг. Марка стали определяет физико механические свойства изделия.
Одно из важных свойств стали – прочность , пластичность , а также полиморфизм, который позволяет применять различные виды пластической деформации и термической обработки. Его используют для получения необходимой структуры при обработке стали. Полиморфизм - это способность кристаллической решетки металла менять свое строение при нагреве или охлаждении. Так при закалке стали образуется мартенсит, который пересыщен твердым раствором углерода. Такая сталь теряет свою пластичность, но при этом приобретает высокую твердость. Таким образом, если сочетать закалку с последующим нагревом, то можно добиться оптимального сочетания твердости и пластичности.
Благодаря различным способам обработки, таким как термическая закалка, отжиг, термо-механическая (прокатка, ковка) обработка, можно добиться сочетания необходимых свойств стали.
3.2 Технология изготовления
Технология изготовления кованой подставки представлена ниже в таблице 1
Таблица 1 – Операции технологических процессов
|
Описание этапов работы |
Материалы и инструменты |
Иллюстрации и примечания |
|
Бумага, карандаш |
|
|
Программа «Компас» |
|
|
Мел, стол, чертеж |
|
|
Углорез, рулетка |
|
|
Заготовки нагревают до температуры 900º-1200ºС и в дальнейшем подвергаются операциям. |
|
|
Напильник, наждачная бумага |
|
|
Атмосферная краска, распылитель |
|








3.2 1Указать профиль материала,
Указать нарезка длина и на каком оборудовании
Ук технология ковки и как куем( и инструмент)
Ук технологию сборки (сварка- электродуговая ручная)
Ук декоративную обработку( покраска очистка, )
Ук сдача заказчику (консервация, обертка бумагой
3 2 7
Организация раб места
Помещение кузнечной мастерской должно быть сухим и светлым, площадью более 12 м². В случае отсутствия хорошего дневного освещения из окон нужно оборудовать хороший свет дневными лампами. На площадке для кузницы удаляют растительность, а землю хорошо утрамбовывают. Позже после установки основного оборудования можно сделать глиняный пол или даже забетонировать его. В строительстве кузницы можно использовать любые строительные материалы, которые имеются в продаже. Главные столбы, которые являются несущими, должны быть хотя бы из стали и иметь высоту не менее 2,6 м. Боковые стены кузницы выполняют из плоских листов, которые изнутри белят. Над горном обычно устанавливается вытяжной зонт. В этом помещении не жарко даже летом из-за вентиляции воздуха через щели и зазоры, а зимой оно прогревается теплом, которое выделяет горн. Но все-таки сварочные работы нужно проводить на открытом воздухе. При планировке внутреннего пространства необходимо соблюдение ряда требований, которые могут значительно облегчить работу (рисунок 1).

Рисунок 1 - Схема планировки крабочего места: а – горн; б – бачок с водой; в – наковальня; г – стол для инструментов; д – шкаф; е – кузнечный верстак; ж – ящик для хранения угля.
Планировка участка и расстановка оборудования
Главная деталь кузницы – горн (рис. 1 а) – устанавливается около дальней от входа стены.
Как правило, горн устраивается в центре помещения, чтобы к нему можно было свободно подойти со всех сторон.
Рядом, на расстоянии 1,5–2 м от горна, ставится наковальня (рис. 15 в), которая располагается так, чтобы ее рог был с левой стороны от кузнеца, находящегося между горном и наковальней и стоящего к ней лицом. Неподалеку должен находиться бачок с водой для остужения заготовок и инструментов (рис. 1 б).
Инструмент раскладывается на металлическом столе (рис. 15 г), имеющем две полки: наиболее часто употребляемые инструменты (молотки, зубила, клещи) располагаются на верхней полке, специальные – на нижней. Рукоятки инструментов должны немного выступать за край стола.
Запасные и редко используемые инструменты хранятся в шкафу (рис. 1 д) на крючках или полочках. Вдоль стен располагаются столы для вспомогательных работ, на которых находятся тиски, точило и другие приспособления, а также жесткий кузнечный верстак (рис. 1 е).
На противоположной стороне, в углу, ближе к горну ставят ящик для хранения угля (рис. 1 ж).
Горн для кузницы - это все равно, что алтарь для храма. Именно в нем происходят основные превращения металла в мягкий и гибкий материал. Способ работы обычного горна прост. В рабочей среде горна тлеет уголь, в который и помещаются наши заготовки. Они нагреваются до нужной температуры ковки. По конструкции различаются стационарные и переносные горны. И те и другие довольно просто сделать самостоятельно. Стационарные делаются из кирпича или из металла и кирпича (рисунок 2).
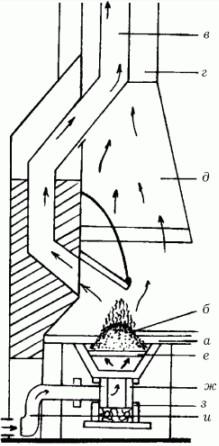
Рисунок 2 - Устройство стационарного горна: а – столешница; б – очаг; в, г – внутренняя и наружная трубы; д – зонт; е – чугунная колосниковая решетка; ж – фурма; з – шлакосборник; и – трубопровод с заслонкой.
Столешница, обычно квадратная (100 х 100 или 100 х 150 см), изготавливается из строительного кирпича (рис. 2 а).
В центре делается ровное углубление для очага размерами 40 х 40 х 15 см, которое выкладывается огнеупорным кирпичом (рис. 2 б). В углубление засыпается топливо, там же нагреваются заготовки.
Часть образующихся при сгорании топлива шлаков удаляется через внутреннюю трубу (рис. 2 в), часть улавливается зонтом (рис. 2 д) и выходит через наружную трубу (рис. 2 г). Внутренняя труба при этом накаляется, вследствие чего увеличивается тяга.
На дне очага делается отверстие для подачи воздуха, над которым устанавливается чугунная колосниковая решетка (рис. 2 е). Под ней находится устройство, внешне напоминающее конфорку газовой плиты, – фурма (рис. 2 ж). Она служит для равномерного распределения воздуха по очагу и защищает воздухопровод от попадания в него шлаков и золы. Это наглядно видно на рисунке 3.

Рисунок 3 - Чугунная колосниковая решетка
В нижней части фурмы делается шлакосборник, или крышка (рис. 3 з), в котором скапливаются мелкие частички шлака. Его периодически открывают и очищают от отходов. Отверстие для подачи воздуха располагается сбоку, в стенке фурмы, и оборудуется заслонкой, чтобы обеспечить равномерную подачу воздуха (рис. 3 и).
Работа горна
Топливом для горна служит малозернистый каменный уголь. Хорошую температуру дает коксующийся уголь.
Однако чаще всего в небольших кузницах используется древесный уголь. Он более доступен, но коэффициент его полезного действия не превышает 2,5 %. В промышленности для растопки горнов используется жидкое топливо, но его нужно подводить с помощью специальной аппаратуры и принимать особые меры предосторожности, чтобы в кузнице не произошел пожар или взрыв. Поэтому кузнецы-художники пользуются в основном угольными горнами.
Когда в работающем горне устанавливается режим горения, топливо разделяется на три зоны (рисунок 4).
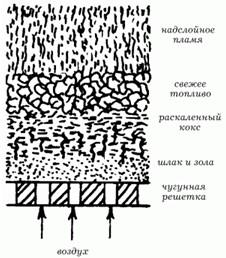
Рисунок 4 - Горение угля в горне
Самый верхний слой образует свежий уголь, из которого под действием идущего снизу тепла испаряется влага. Нагревающееся топливо распадается на летучие вещества и кокс, который при горении дает основное количество тепла. Отходы горения оседают на решетку в виде золы.
Инструменты
Наковальня должна быть очень хорошо закреплена либо на жесткой основе. Основание крепления заглубляют обычно в землю. Таким образом, при ударах наковальня не шатается. Для надежного крепления наковальни к основе достаточно снизу центрального шипа. В целях наибольшего глушения шума можно между наковальней жесткой опорой уложить резиновую прокладку.
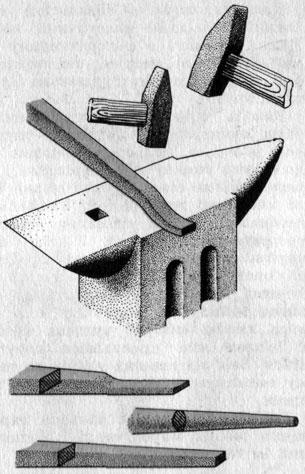
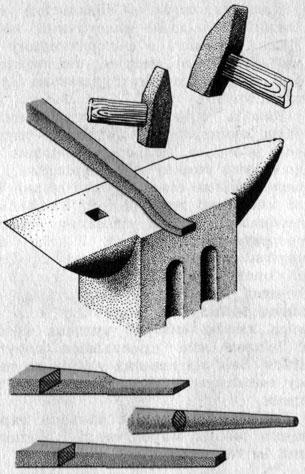
Наиболее распространены двурогие наковальни (рисунок 5 ), но встречаются и однорогие.
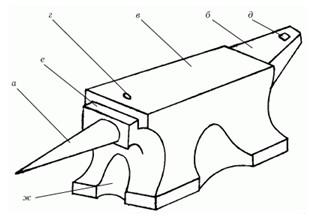
Рисунок 5 - Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Еще одной основной комплектующей кузнечной оснастки является ручник. Его масса варьируется от 1кг до 2,5 кг. Рукоятка правильного ручника имеет длину не более 35 см. Для более крупных работ используется кувалда, масса которой 3-10 кг. Кувалду в процессе работы держат крепко двумя руками. Чтобы держать разгоряченный материал используются клещи. Бывают серии наборов всевозможных клещей, а для индивидуальных работ кузнецы сами изготавливают клещи. Помимо ручников, кувалд и клещей в процессе изготовления художественной ковки используются различные зубила, всевозможные скругленные молотки для протяжки, гладилки и много всего другого.
Зубила бывают двух типов:
1. с тонким лезвием, которое используется для горячей рубки;
2. с толстым лезвием, которое применяют для рубки холодного металла.
Лезвия зубил перед рубкой протираются тряпкой с маслом в целях большей бережливости. Лезвие, смоченное маслом, при ударе кувалдой не схватится с металлом, в противном случае - схватывается очень крепко, даже крошится. Все выше описанные виды инструмента изготавливаются двусторонними. В хороших мастерских могут быть установлены рессорно-пружинный, пневматический и фрикционный молоты. Но, как правило, в художественной ковке этим оборудованием обычно пренебрегают. Этому основному набору инструмента нужны в качестве дополнения различные оправки, пробойные плиты, всякие подсечки, наконечники и обжимки. Такие приспособления инструмента мастер изготавливает сам в зависимости от потребности. Плита, как правило, применяется размером 50*50 см и изготавливается из листовой стали (толщиной от 25 мм и более). Она устанавливается на специально сваренном из уголка «башмаке». Емкость же для воды обычно вкапывают в землю, чтобы лучше и быстрее охлаждалась. Правильной является та плита, поверхность которой и хотя бы две соседних грани простроганы и образуют между собой угол, равный 90 градусов. Хорошая мастерская должна иметь формовальную плиту и гвоздильную. Их укладывают в башмак, который изготовлен из стали или деревянной подставке, где они должны плотно сидеть. Рукоятки любого инструмента ковки должны быть хорошего качества из доброкачественного дерева, чтобы избежать любых нежелательных травм.
Основными инструментами для занятий художественным кузнечеством есть: кувалда, ручник (молоток), фасонные молотки (рисунок 6) и кузнечные клещи (рисунок 7).
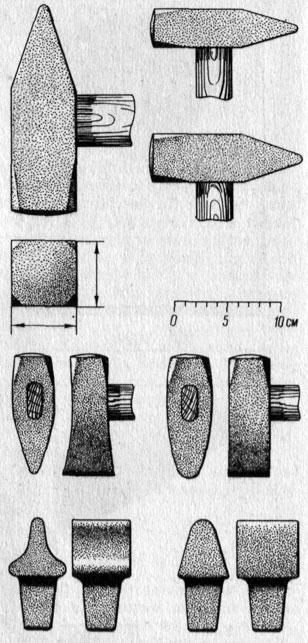
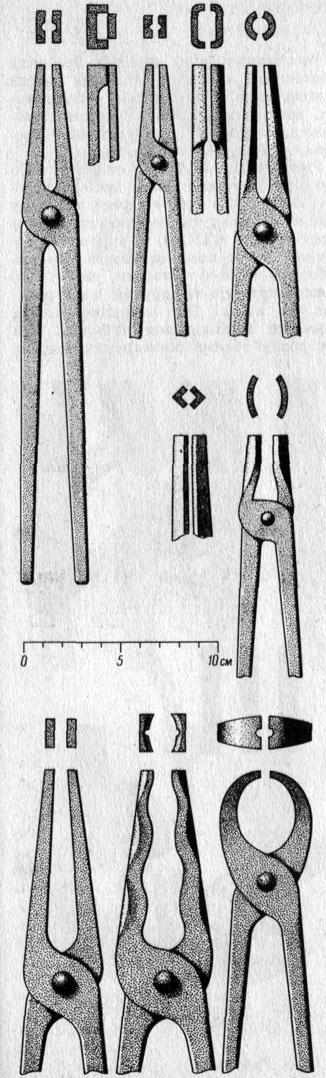
Рисунок 6 – фасонные молотки Рисунок 7 – Кузнечные клещи
Технология:
Перенести наверх
3.3 Обзор этапов работы
Процесс изготовления кованой решетки начинается с эскиза. Составляется карта чертеж и передается в цех, по нему изготавливаются необходимые элементы, потом идет тщательная сборка изделия.
Металлические элементы соединяются между собой с помощью ручной сварки. После чего все сварочные швы тщательно зачищаются. При необходимости закрываются и маскируются декоративными элементами. Потом подбирается необходимая цветовая гамма и происходит процедура защиты изделия от коррозии. Для этого используются специальные грунтовые и кузнечные краски и материалы.
При оценке свариваемости роль химического состава стали является превалирующей. По этому показателю в первом приближении проводят оценку свариваемости. В данном случае это ручная дуговая сварка, выполнена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки, а также без последующей термообработки. При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы. Плавящиеся электроды изготовляют из сварочной углеродистой проволоки.
Диаметры прутков для изготовления кашпо 10 мм. Марка Ст 3сп - сталь конструкционная углеродистая обыкновенного качества. Применение: несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах.
наверх
Таблица 1 – Операции технологических процессов
|
Описание этапов работы |
Материалы и инструменты |
Иллюстрации и примечания |
|
Бумага, карандаш |
|
|
Программа «Компас» |
|
|
Мел, стол, чертеж |
|
|
Углорез, рулетка |
|
|
Заготовки нагревают до температуры 900º-1200ºС и в дальнейшем подвергаются операциям. |
|
|
Напильник, наждачная бумага |
|
|
Атмосферная краска, распылитель |
|



Рассмотрим основные операции при выполнении ручной ковки, без которых невозможно сделать художественное изделие.
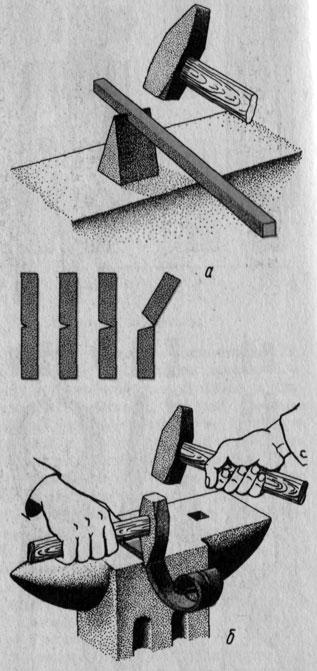
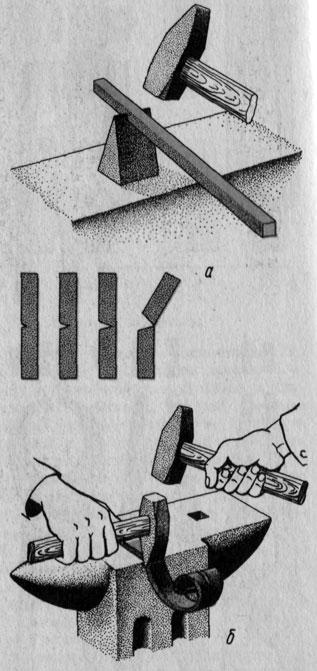
Рубка (рисунок 22) – операция, которая чаще всего встречается в процессе работы кузнеца.
Нагретую к темно-красному жару заготовку кладут на острый конец подсечки (рисунок 22 а) и ударяют молотком до тех пор, пока заготовка не разрубится на 3/4 толщины, после чего ее переворачивают на вторую сторону и рубят до конца. Эту операцию можно выполнить кузнечным зубилом. Во время разрубывания накаленных толстых заготовок надо периодически охлаждать зубило, так как от продолжительного столкновенья с горячим металлом лезвие зубила отпускается.
Рубить можно слесарным способом: заготовку кладут на металлическую пластину, установленную на наковальне. Потом устанавливают в нужном месте кузнечное зубило и рубят.
|
|
|
Рисунок 8 - Рубка: а - с нагреванием; б - слесарным способом |
Вытяжку (рисунок 9) операцию применяют, когда нужно уменьшить перерез заготовки и увеличить ее линейные размеры или предоставить законченного вида какому-нибудь элементу (завитку) кованного изделия.
Заготовку нагревают к темно-красному жару и ударами ручника вытягивают, периодически переворачивая после 1-2 ударов на 90° и передвигая ее.
Одним из вариантов вытяжки есть разгон. На разогретую заготовку устанавливают молоток острой частью, а по тыльной части наносят удары молотком. На заготовке будет образовываться выемка, металл будет растягиваться. Изменяя силу удара, количество насечек, направления ударов, можно регулировать вытяжку металла, добиваясь нужного эффекта.
|
|
|
Рисунок 9 - Вытяжка |
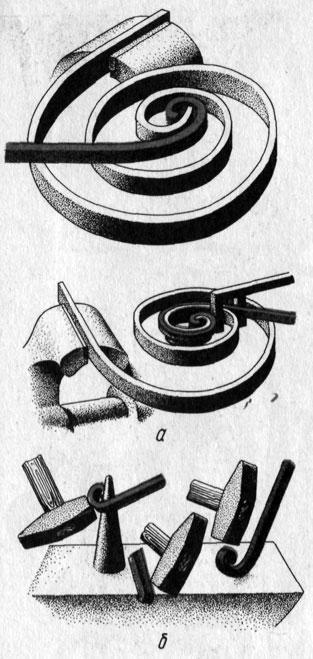
Гибка (рисунок 10). Это один из распространенных приемов, которые применяются в художественном кузнечестве. Гибка под прямым углом, изготовление ‘шишек’, завитков, разнообразных деталей необходимое для изготовления художественного изделия. Простейший прием - гибка в тисках (рисунок 10 а). Заготовку в холодном или горячем состоянии закрепляют в тисках к нужному состоянию. На наковальне (рисунок 10 б) материал можно сгибать под углом 90° и по дуге.
|
|
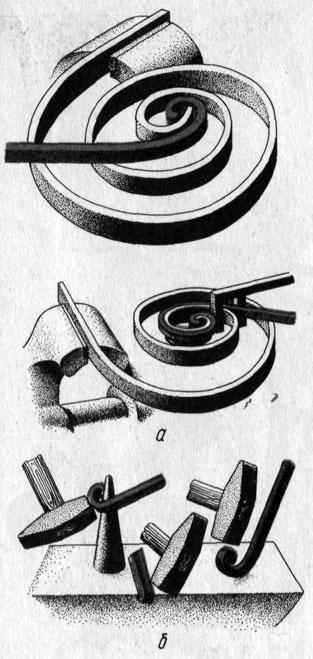
Рисунок 10 – Гибка прутка: а- в тисках; б- под углом.
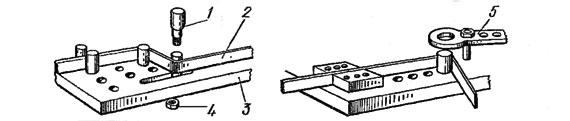
Если возникает необходимость в изготовлении одинаковых элементов (завитков, меандров и т. п.), применяют стальную гибочную плиту с отверстиями, в которые по заданному рисунку вставляют стержни и по ним огибают разогретую заготовку (рисунок 11). Плиту укладывают в раму из стальных уголков, которую желательно крепить на жестком основании или укладываю) на наковальне, фиксируя ее в квадратном отверстии.
|
|
|
Рисунок 11 - Гибочная плита: 1 — штифт с резьбой; 2 — заготовка; 3 — плита с отверстиями; 4 — гайка; 5 — ключ |
Кроме тисков, к зажимным инструментам относят всевозможные воротки, ключи и т п., применяемые для закрутки, завивки и других операций (рисунок 12).
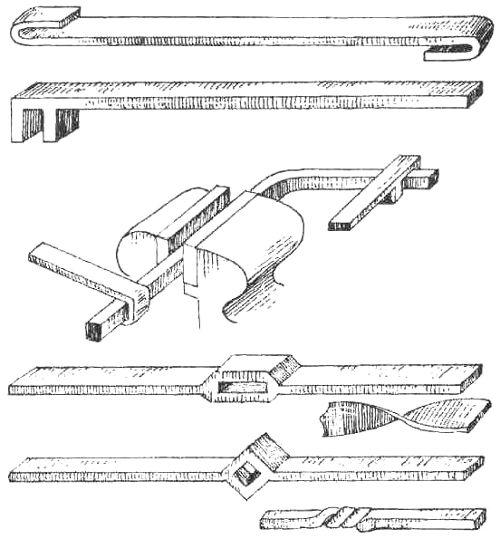
Рисунок 12 - Воротки
В кузнице желательно иметь кузнечную форму, представляющую собой массивную плиту с отверстиями и ручьями. Разогретую заготовку кладут на соответствующее место плиты и ударами молотка придают ей необходимую форму (рисунок 13).
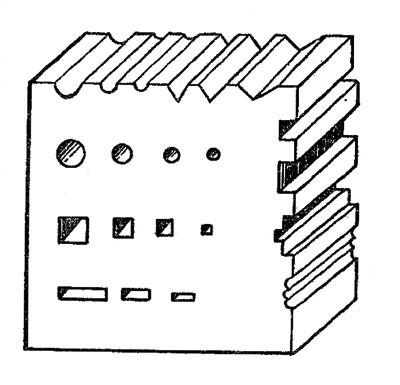
Рисунок 13 – Кузнечная форма