






1. Расчёт объёма выпуска деталей. Выбор типа производства. Расчёт такта (размера партии) выпуска деталей
Определим годовой объем выпуска деталей
![]()
где:
![]() шт.
- число деталей, идущих на одну СЕ;
шт.
- число деталей, идущих на одну СЕ;
![]() %
- процент запасных деталей.
%
- процент запасных деталей.
![]() .
.
Примем годовой объем выпуска деталей
![]() шт.
шт.
Определим такт выпуска деталей
![]() ,
,
где:
![]() ч.
- действительный годовой фонд времени
работы одного металлорежущего станка
при II-сменном режиме
работы.
ч.
- действительный годовой фонд времени
работы одного металлорежущего станка
при II-сменном режиме
работы.
![]() .
.
Определим коэффициент серийности
![]() ,
,
![]() где
где
![]() - среднее штучное время изготовления
одной детали.
- среднее штучное время изготовления
одной детали.
![]() .
.
Так как коэффициент серийности
изготовления детали
![]() ,
и учитывая тип и массу детали, то
проектируемое производство деталей
будет среднесерийным.
,
и учитывая тип и массу детали, то
проектируемое производство деталей
будет среднесерийным.
Определим размер производственной партии деталей
![]() ,
,
![]() .
.
Примем размер производственной партии
СЕ
![]() шт.
шт.
Определим число запусков деталей в месяц
![]() ,
,
![]() .
.
Примем число запусков деталей в месяц
![]() .
.
Определим фактическое количество деталей в производственной партии
![]() ,
,
![]() .
.
Примем фактическое количество деталей
в производственной партии
![]() шт.
шт.
2. Разработка технологического процесса изготовления детали
2.1. Служебное назначение детали
Деталь "Полюс катодный" является
узлом усилителя-пребразователя
сверхвысокой частоты и служит для
усиления сигналов по частоте и скорости
модуляции. Деталь работает в условиях
повышенных температур (до
![]() ),
в магнитных и электрических полях, в
обычной воздушной среде, однако внутренняя
поверхность детали работает в условиях
вакуума. Деталь в процессе работы не
несёт никаких механических нагрузок.
В связи с тем, что поверхности детали
работают в вакууме, все сопряжения
должны иметь высокую точность. При
работе изделия деталь испытывает
статические и незначительные вибрационные
нагрузки, так как некоторые поверхности
детали являются проводником магнитных
волн, то для оптимального выполнения
деталью своей функции в приборе
необходимо, чтобы на них имелось
специальное покрытие (меднение).
),
в магнитных и электрических полях, в
обычной воздушной среде, однако внутренняя
поверхность детали работает в условиях
вакуума. Деталь в процессе работы не
несёт никаких механических нагрузок.
В связи с тем, что поверхности детали
работают в вакууме, все сопряжения
должны иметь высокую точность. При
работе изделия деталь испытывает
статические и незначительные вибрационные
нагрузки, так как некоторые поверхности
детали являются проводником магнитных
волн, то для оптимального выполнения
деталью своей функции в приборе
необходимо, чтобы на них имелось
специальное покрытие (меднение).
2.2. Анализ технологичности конструкции детали
Рассматриваемая в данном курсовом проекте деталь "Полюс катодный" имеет ряд свободных поверхностей, основных и вспомогательных баз. Исполнительных поверхностей у детали нет.
ОБ - комплект поверхностей, служащих
основными базами для установки детали
в изделия. Ими являются наружная
цилиндрическая поверхность 20![]() мм с шероховатостью поверхности Ra=2,5
мкм и плоскость, ограниченная поверхностями
20
мм с шероховатостью поверхности Ra=2,5
мкм и плоскость, ограниченная поверхностями
20![]() мм и 7,5+0,03 мм
с шероховатостью поверхности Ra=2,5.
Поверхность 20
мм и 7,5+0,03 мм
с шероховатостью поверхности Ra=2,5.
Поверхность 20![]() мм является двойной опорной базой, и
деталь при базировании лишается 2-х
степеней свободы. Плоскость, ограниченная
поверхностями 20
мм является двойной опорной базой, и
деталь при базировании лишается 2-х
степеней свободы. Плоскость, ограниченная
поверхностями 20![]() мм и 7,5+0,03 мм,
является установочной базой, и деталь
при базировании лишается 3-х степеней
свободы. В целом при базировании детали
в изделие у неё отнимается 5 степеней
свободы.
мм и 7,5+0,03 мм,
является установочной базой, и деталь
при базировании лишается 3-х степеней
свободы. В целом при базировании детали
в изделие у неё отнимается 5 степеней
свободы.
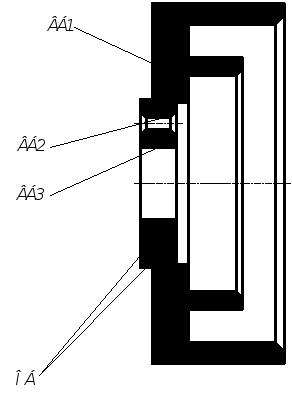
Рис. 1. Эскиз детали с классификацией поверхностей.
У детали имеются три комплекта вспомогательных баз (ВБ). Опишем их:
ВБ1 – комплект вспомогательных баз для
базирования пластины припоя; состоит
из плоскости, ограниченной цилиндрическими
поверхностями 20![]() мм и 43
мм и 43![]() с шероховатостью поверхности Ra=2,5
мкм.
с шероховатостью поверхности Ra=2,5
мкм.
ВБ2- комплект вспомогательных баз для базирования штифта, состоит из внутренней цилиндрической поверхности 2Н14 мм с шероховатостью поверхности Ra=2,5 мкм
ВБ3- комплект вспомогательных баз для базирования сопла корпуса, состоит из внутренней цилиндрической поверхности 7,5+0,03 мм с шероховатостью поверхности Ra=2,5 мкм.
Все остальные поверхности являются свободными.
Опишем остальные поверхности, подвергающиеся механической обработке и размеры взаимного расположения поверхностей:
-
43
 мм с шероховатостью поверхности Ra=2,5
мкм – размер свободной поверхности;
мм с шероховатостью поверхности Ra=2,5
мкм – размер свободной поверхности; -
19+0,28 мм с шероховатостью поверхности Ra=2,5 мкм – размер свободной поверхности;
-
27+0,045 мм с шероховатостью поверхности Ra=2,5 мкм – размер свободной поверхности;
-
31-0,17 мм с шероховатостью поверхности Ra=2,5 мкм – размер свободной поверхности;
-
38+0,05 мм с шероховатостью поверхности Ra=2,5 мкм – размер свободной поверхности;
-
140,08 мм – размер взаимного расположения отверстий 2Н14 мм комплекта баз ВБ2;
-
фаски 245о и 0,345о с шероховатостью поверхности Ra=2,5 мкм – свободные поверхности;
-
8,4+0,03 мм – размер между ВБ1 и свободной поверхностью;
-
8,6+0,1 мм – размер между свободными поверхностями;
-
9,6+0,058 мм – размер между свободными поверхностями;
-
10,5+0,035 мм – размер между свободными поверхностями;
-
13-0,035 мм – размер между ОБ и свободной поверхностью;
-
0,3+0,035 мм – размер между ОБ и ВБ1;
-
соосность поверхностей цилиндрических 43
 мм, 20
мм, 20 мм, 7,5+0,03 мм,
19+0,28 мм,
27+0,045 мм и
38+0,05 мм не
более 0,03 мм на радиус;
мм, 7,5+0,03 мм,
19+0,28 мм,
27+0,045 мм и
38+0,05 мм не
более 0,03 мм на радиус;
На деталь накладываются следующие технические требования и условия:
1. Заготовку отжечь в атмосфере водорода
при
![]() в течении 20 минут.
в течении 20 минут.
2. Покрытие поверхностей А – М3.
Отжиг предназначен для снятия остаточных напряжений в заготовке после черновой механической обработки Потому, что деталь является точной а остаточные напряжения являются причиной коробления изделия.
Применено медное покрытие с толщиной плёнки 3 мкм.
Все, указанные на чертеже детали "Полюс катодный", размеры и нормы точности соответствуют служебному назначению детали и проставлены правильно.
Произведём анализ конструкции детали на производственную технологичность. Для этого рассмотрим ряд признаков:
-
Конфигурация и материал детали позволяет применить заготовку как из сортового проката, (это сокращает объём заготовительных операций, однако расход металла увеличивается), так и штампованную.
-
Конфигурация детали позволяет применить в некоторых случаях стандартный режущий инструмент (проходные, подрезные, расточные резцы, свёрла, зенковка). Мерительный инструмент, в основном, будет специальный (гладкие калибры-пробки, калибры-скобы, шаблоны, специальные приспособления для измерения параметров при помощи индикаторов часового типа). Упростить конструкцию детали с целью полной унификации режущего и мерительного инструмента и ещё уменьшения объёма механической обработки не представляется возможным из-за своего служебного назначения.
-
Имеются ступенчатые глухие отверстия.
-
Имеются ступенчатые сквозные отверстия, что является технологичным.
-
Имеются сквозные отверстия с L/D<3.
-
Простановка размеров на чертеже детали позволяет выполнять обработку по принципу автоматического получения размеров на заранее настроенном оборудовании.
-
Большинство поверхностей выполнено по 12 квалитету точности. Имеются поверхности, выполненные по 8, 9, 10, 11. 14 квалитетам точности.
-
Расширить допуски на изготовление и снижение требований шероховатости применительно к отдельным поверхностям не представляется возможным ввиду служебного назначения самой детали и отдельных её поверхностей.
-
Деталь является тонкостенной.
-
Деталь проходит термическую обработку.
-
На заготовке детали отсутствуют резкие перепады в поперечных сечениях, острые рёбра закруглены или на них сняты фаски.
В целом, можно отметить, деталь технологична в производстве.