

2.6. Расчет настроечного размера
Определим настроечный размер для перехода 6 операции 070 "Токарно-револьверной с ЧПУ". На этом переходе необходимо расточить отверстие 27 +0,045 мм длиной 9,6+0,058 мм.
Будем производить наладку технологической системы по методу пробных деталей.
Определим величину погрешности наладки:
![]() ,
,
где
![]() =8
мкм – погрешности регулирования
положения инструменте в поперечном
сечении ,
=8
мкм – погрешности регулирования
положения инструменте в поперечном
сечении ,
![]() = 8 мкм – погрешности измерения деталей
= 8 мкм – погрешности измерения деталей
Тогда
![]()
Наладку производим по 5 пробным заготовкам (m=5). Определяем рабочий наладочный размер, отнесённый к радиусу:
![]() ,
,
где
![]() =
0,009 мм - принимаем в размере 20% от
технологического допуска (TА
= 0,3 мм )
=
0,009 мм - принимаем в размере 20% от
технологического допуска (TА
= 0,3 мм )
Тогда, рабочий наладочный размер, отнесённый к радиусу, будет равен:
![]() = 13,523 - 0,011/2 - 0,009/4-0,009/4
= 13,523 - 0,011/2 - 0,009/4-0,009/4![]() =
13,514
=
13,514![]() мм.
мм.
Требуемый уровень настройки наладочного размера, отнесённый к диаметру детали проставим на чертеже наладки в графической части проекта.
![]() .
.
![]()
![]() (11,514
(11,514![]() 0,004/2)=27,0290,004
0,004/2)=27,0290,004
Подналадку будем производить через каждые 20 деталей.
2.7. Сравнение спроектированного процесса с базовым ТП изготовления детали
Произведём сравнение заводского и разработанного в данном курсовом проекте вариантов ТП.
Различия вариантов ТП заключается в следующем:
-
Разработанный вариант ТП механической обработки детали "Полюс катодный" предусматривает наиболее полное применение стандартного режущего инструмента, что снижает затраты на технологическую подготовку производства в целом.
-
В заводском ТП механической обработки в качестве заготовки применена прутковая заготовка из холоднокатаного прутка обычной точности. В разработанном технологическом процессе также применена прутковая заготовка. Однако, в отличие от заводского ТП, в разработанном ТП механической обработки отрезка заготовки от целого прутка производится совместно с черновыми операциями. Это сокращает основное и вспомогательное время на операциях, сокращает количество станочного оборудования, позволяет применить более дешёвый режущий инструмент.
-
Вместо универсального станочного оборудования были применены станки с ЧПУ. Это позволило ввести многостаночное обслуживание одним оператором, понизить разрядность работы, ввести размерную настройку инструмента вне станка, уменьшить воздействие человеческого фактора на процесс обработки.
Разработанный технологический процесс механической обработки учитывает все технические требования, предъявляемые к детали, и является более прогрессивным по сравнению с базовым технологическим процессом.
2.8. Организация рабочих мест
Заготовки на рабочее место (универсальный станок) поступают из заготовительного цеха или кладовой полуфабрикатов в металлической таре (ящике) и складируются на стеллаже. Детали, уже прошедшие механическую обработку на данном рабочем месте, укладываются в ту же тару, в которой их и доставили. Доставка и отвоз тары с деталями и заготовками осуществляется с помощью электрокары. На рабочем месте имеется тумбочка, где хранится режущий и мерительный инструмент, приспособления и другие материалы рабочего-станочника, работающего на данном рабочем месте.
На рабочее место, где производится обработка на станках с ЧПУ, заготовки поступают, как и в случае с универсальными станками. Однако рабочий-оператор станков с ЧПУ обслуживает сразу 2-3 станка. Следовательно, на его рабочем месте, в отличие от универсалов, станков и решёток под ноги больше (по количеству обслуживаемых станков).
Стружка, получаемая в ходе обработки деталей и заготовок, в конце смены собирается рабочим-станочником из поддона станка в специальный совок и транспортируется на участок приёма стружки. В зависимости от того, какой материал стружки (чёрный металл, алюминий, латунь и т.д.) рабочий высыпает стружку в соответствующий контейнер.
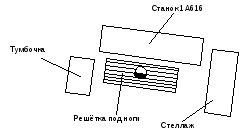
Рис. 11. Планировка рабочего места станочника
Так как, на примере расчёта нормы штучного
времени на операцию 010 "Токарно-револьверную
с ЧПУ",
![]() меньше такта выпуска деталей
меньше такта выпуска деталей
![]() ,
то оборудование будет недозагруженным.
Чтобы дозагрузить оборудование, на нём
будет выполняться обработка других
деталей типа полюс катодный или иных
деталей похожих по конфигурации и
размерам.
,
то оборудование будет недозагруженным.
Чтобы дозагрузить оборудование, на нём
будет выполняться обработка других
деталей типа полюс катодный или иных
деталей похожих по конфигурации и
размерам.