

Основные неисправности автосцепного оборудования и причины их появления
Осмотр и проверка автосцепного устройства при периодическом ремонте подвижного состава гарантируют надежную работу в межремонтные сроки. Однако в эксплуатации возможны случаи повреждения, чрезмерного износа деталей, проявления дефектов изготовления, которые могут вызвать нарушение нормального действия автосцепного устройства, а при определенных неблагоприятных условиях привести к саморасцепу автосцепок или излому отдельных деталей. Саморасцеп в пути следования иногда приводит к набеганию отцепившейся части состава, а излом – к падению деталей на путь, вследствие чего возможен сход подвижного состава с рельсов.
Основным руководящим документом при устранении неисправностей автосцпного устройства при всех видах ремонта является Инструкция по сварке и наплавке при ремонте грузовых вагонов ЦВ-201-98, в соответствии с которой при проведении ремонта устраняются следующие виды неисправностей автосцепного устройства:
1 При всех видах ремонта разрешается устранять следующие неисправности корпуса автосцепки:
заварка вертикальных трещин А (рисунок 2) в зеве сверху и снизу в углах большого зуба при условии, что после разделки они не выходят на горизонтальные плоскости наружных ребер большого зуба;
заварка трещин Б в углах окон замка и замкодержателя при условии, что разделка трещин в верхних углах окна для замка не выходит на горизонтальную поверхность головы, в верхнем углу окна для замкодержателя не выходит за положение верхнего угла со стороны большого зуба, а длина разделочной трещины в нижних углах окна для замка и замкодержателя не превышает 20 мм;
заварка трещин перемычки В между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка, если трещина не выходит на вертикальную стенку кармана;
Р исунок
2 – Неисправности корпуса автосцепки
исунок
2 – Неисправности корпуса автосцепки
заварка трещин перемычки В между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка, если трещина не выходит на вертикальную стенку кармана;
заварка трещин Г в хвостовике на участке от головы автосцепки до отверстия под клин тягового хомута суммарной длинной од 100 мм у корпусов, проработавших более 20 лет, и свыше 150 мм для остальных корпусов. Ранее заваренные трещины учитываются, если по этой заварке воз никла повторная трещина. В этом случае в суммарный размер трещин включается вся длина ранее выполненной заварки;
наплавка передней поверхности полочки Д для верхнего плеча предохранителя и серповидного прилива с полочкой в случае их излома;
наплавка цилиндрической поверхности и торца шипа Е для замкодержателя в случае их износа;
наплавка изношенных стенок Ж двух отверстий для валика подъёмника;
наплавка места З опоры стенки замкодержателя на корпусе с внутренней стороны;
наплавка нижней перемычки И в окне для замка и задней наклонной части дна кармана К в месте опоры замка;
наплавка изношенных поверхностей Л хвостовика, соприкасающихся с тяговым хомутом, центрирующей балочкой и стенками ударной розетки, при износе их более 3 мм, но не более 8 мм;
наплавка изношенной торцевой поверхности М хвостовика, если длина хвостовика автосцепки СА-3 менее 645 мм;
наплавка изношенных стенок Н отверстия для клина в хвостовике по ширине и длине. Перед наплавкой толщина перемычки, измеренная в средней части, должна быть не менее 40 мм.
При ремонте замка автосцепки допускается:
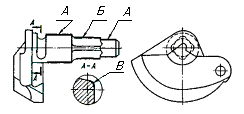
наплавка изношенной замыкающей поверхности А (рисунок 3);
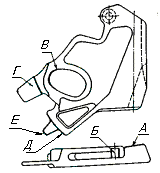
Рисунок 3 – Неисправности замка
приварка шипа Б для навешивания предохранителя;
наплавка задней стенки овального отверстия В для валика подъемника при износе не более 8 мм;
приварка сигнального отростка Г;
наплавка изношенных мест Д нижней части замка и направляющего зуба Е.
3 При ремонте замкодержателя (рисунок 4) разрешается:
наплавка упорной поверхности А противовеса;
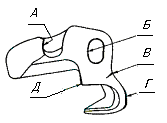
Рисунок 4 – Неисправности замкодержателя
наплавка изношенных стенок Б овального отверстия;
заварка не более одной трещины В в замкодержателе;
наплавка изношенной лапы Г (упорной части и торцов);
наплавка изношенных поверхностей расцепного угла Д.
4 Предохранитель в процессе эксплуатации получает следующие повреждения (рисунок 5):
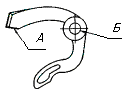
Рисунок 5 – Неисправеости предохранителя от саморасцепа
износ поверхности А верхнего плеча;
износ стенок отверстия Б.
5 Неисправности подъёмника (рисунок 6):
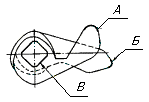
Рисунок 6 – Неисправности подъемника замка
износ поверхностей узкого пальца А и широкого пальца Б;
износ стенок квадратного отверстия В;
износ боковых стенок подъёмника замка.
6 Валик подъемника замка (рисунок 7) в процессе эксплуатации получает следующие повреждения:
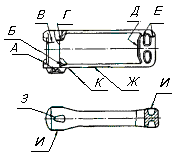
Рисунок 7 – Неисправности валика подъёмника замка
и
 знос
цилиндрической поверхности А;
знос
цилиндрической поверхности А;износ поверхности квадрата Б;
износ стенок В паза для запорного болта.
7 Тяговый хомут (Рисунок 8)имеет следующие повреждения:
Рисунок 8 – Неисправноститягового хомута поглощающего аппарата
трещины А в ушках для болтов поддерживающих клин;
трещины Б в углах соединительных планок;
трещины В в соединительных планках;
износ поверхностей Г потолка проема головной части хомута;
износ мест Д на задней опорной поверхности хомута;
трещины Е задней опорной части хомута;
износ мест Ж на тяговых полосах;
износ З перемычки отверстия для клина;
износ поверхности И;
трещины К в зоне перехода ушка к тяговой полосе.
При ремонте поглощающих аппаратов (рисунок 9) разрешается заварка трещин корпусов у технологических отверстий и усиливающих ребер, кроме того разрешается наплавка резьбы стяжных болтов длиной до 35 мм после удаления старой на станке, наплавка участка стержня болта не имеющего резьбу.
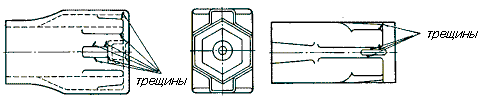
Рисунок 9 – Дефекты корпуса поглощающего аппарата
Все перечисленные дефекты возникают вследствие неправильной эксплуатации (роспуска вагонов с горок с повышенной скоростью, перегруза вагонов и т. д.), некачественным изготовлением (наличие неметаллических включений, поры, свищи и т. д.), а так же вследствие естественного износа от сил трения, возникающих при работе механизма автосцепного устройства.