

25. Построение раскладок лекал в промышленных сапр
Важной задачей автоматизации швейного производства является расклад-
ка лекал. Необходимо, используя информацию о ширине и параметрах мате-
риала, разложить требуемые для производства изделия лекала на материале та-
ким образом, чтобы отходы материала были минимальными.
Оптимизационные методы и алгоритмы решения задачи разрабатываются
с конца 30-х годов прошлого века и нашли отражение в разработке теории ма-
тематического программирования. Однако только в последнее время появились
программы, обеспечивающие получение «хороших» результатов раскладки за
сравнительно короткий промежуток времени.
Необходимо отметить, что подобные алгоритмы не гарантируют получе-
ние оптимального, т.е. наилучшего из всех возможных, результата. Поэтому на
современном этапе наиболее рациональным видится использование комбини-
рованных программ построения раскладки, когда кроме автоматического ре-
жима проектирования, есть и полуавтоматической, в котором человек имеет
возможность корректировать результат автоматической раскладки, а также из-
менять расположение лекал для учета специфических технологических ограни-
чений.
Промышленные САПР предлагают подсистему получения раскладок в
автоматическом или автоматизированном режимах. Автоматизированный ре-
жим получения раскладок наиболее часто используется в условиях производст-
ва. Раскладки получают с помощью подсистемы AssyLAY.
Подготовительные работа по получению раскладки лекал заключается в
ее определении, т.е. подготовке исходных данных. Определение раскладки в
системе может включать следующие виды работ:
1. Определитель раскладки представляется на экране в нижеприведен-
ном виде (пример заполнения):
Имя раскладки SB1
Длина раскладки 5.000 м
Ширина раскладки 138.000см
Раппорт полоски 0.000/0.000
Раппорт клетки 0.000/0.000
Растяжение 0.00/0.00
Зазор 0.000
Отдельные группы NO
Норматив расхода материала 85%
Ворс NO
Отражение NO
Имя таблицы блоков BLOKTABL
Масса материала 0.000
Имя раскладки 0.000
Отходы
материала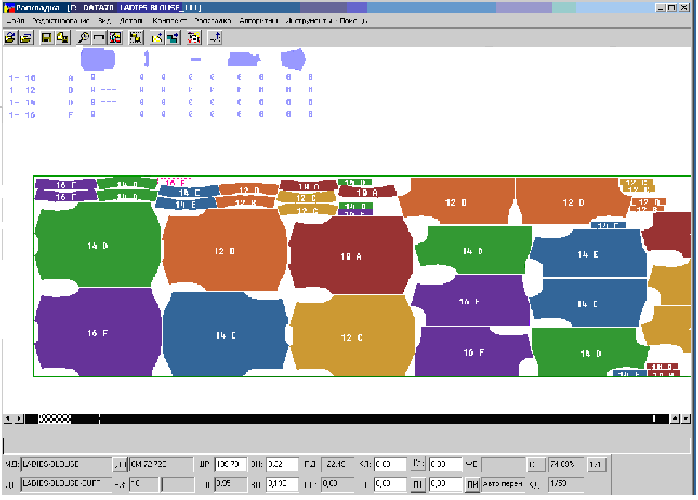
Стиль 9099;38,40
Рисунок 7.13 - Внешний вид экрана дисплея для получения раскладок в
модуле РАСКЛАДКА (GERBER).
2. Устанавливаются стили, которые участвуют в данной раскладке. Стиль
указывается через имя стиля и размеры, участвующие в его определении. На-
пример, детали стиля 9099 в размерах 38 и 40 записываются 9099;38,40.
3. Выполняется раскладка с использованием специальных функций в мо-
дуле «РАСКЛАДКА». На рисунке 7.13 приведен внешний вид экрана для вы-
полнения раскладки в полуавтоматическом (интерактивном) режиме в модуле
РАСКЛАДКА фирмы GERBER.
При первом запуске программы РАСКЛАДКА на экране отображается
строка основного меню. Это меню позволяет выбрать команды, чтобы открыть
раскладку из области памяти. Могут быть выбраны только существующие
имена раскладок созданные через «определение раскладки». В зависимости от
установленных ограничений детали могут быть повернуты, перевернуты или
накладываться друг на друга при создании раскладки.
В отечественных САПР процессу получения раскладок также уделяется
большое внимание, так как использование автоматизированных или автомати-
ческих режимов их получения определяет эффективность производства. В ка-
честве примера можно рассмотреть использование автоматической раскладки в
рамках системы АССОЛЬ.
В 2002году на одном из предприятий по производству трикотажных из-
делий был установлен программный комплекс САПР "АССОЛЬ", включающий
подсистемы конструирование и градация. Раскладки выполнялись на компью-
тере вручную. В течение рабочего дня изготавливались раскладки в среднем на