

Д.4 Оценка качества сварных соединений
Выявленные в сварных соединениях нецельности могут быть:
а) непротяжные (компактные);
б) протяжные;
в) цепочка;
г)скупчення.
К непротяжным (компактных) относятся нецельности, условная протяжность которых не превышает значений таблицы Д.2. Этими несуцільностями могут быть одиночные поры или неметаллические включения.
Таблица Д.2 - Предельно допустимая условная протяжность несуцільностей
|
Толщина стенки контролируемого сварного соединения, мм |
Допустимая условная протяжность нецельности, мм
|
|
От 2,0 до 6,0 включительно Свыше 6,0 до 8,0 включительно « 8,0 « 9,0 « |
5 5 10 |
К протяжным относятся нецельности, условная длина которых превышает значение таблицы Д.2 Этими несуцільностями могут быть одиночные продольные неметаллические включения, поры, непровари (несплавка) и трещины.
Цепочкой и скоплением считаются две и больше несуцільностей, если при перемещении ХП вдоль шва, огибая последовательных эхо-сигналов от них на поисковом уровне чувствительности перекрывают друг друга (не разделяются). В других случаях нецельности считаются одиночными.
Качество сварных соединений трубопроводов оценивают за двухбальной системой:
а) балл 1 — неудовлетворительное качество выявлено нецельности, амплитуда эхо-сигнала от которых превышает уровень браковщика или условная протяжность которых превышает значение таблицы Д.2
б) балл 2 - удовлетворительная - выявлено нецельности, амплитуда эхо-сигнала от которых равняется или ниже уровня браковщика или условная протяжность которых равняется или ниже значений таблицы Д.2.
В случае необходимости или по требованию владельца оборудования к выводу может добавляться дефектограма сварного соединения.
Добавление Е
к п. 5.4.3 нормативного документа Минтопливэнерго
Украины «Ультразвуковой контроль сварных
соединений элементов котлов, трубопроводов и посудин»
Подготовка поверхности изделий к ультразвуковому контроля термическим способом
В настоящем дополнении определено содержание и порядок выполнения технологических операций по термическому удалению окалины и загрязнений из поверхностей изделий из сталей перлітного класса, предназначенных для проведения УЗК сварных соединений. Термический способ подготовки поверхности элементов к УЗК является наиболее эффективным при проведении периодических проверок качества сварных соединений в течение длительной эксплуатации.
В зависимости от состояния поверхности сваренных элементов применяют или только термический способ или комбинируемый способ с сочетанием термического с абразивным на участках, где осталась окалина. В случае необходимости рабочая поверхность обрабатывается шлифовальной шкурой.
В случае проведения повторного УЗК элементов, что находятся в длительной эксплуатации, термический способ, как правило, обеспечивает полное удаление окалины и грязи из поверхности, которая раньше уже готовилась под контроль.
Для сварных соединений, которые после сварки поддаются термической обработке, в отдельных случаях, целесообразно применять двойную подготовку поверхности под УЗК – абразивное зачищает участков с грубой поверхностью к термообработке и термическое зачищает после термообработки.
Для подготовки поверхности сваренных элементов термическим способом используют серийное оборудование для газовой сварки с применением концевика № 6.
Зачищает поверхности осуществляют путем обратно-поступательного перемещения пламени горелки (рисунок Е.1), расположенной на расстоянии 20-25 мм от поверхности, что зачищается, под углом к ней 35-45° (рисунок Е.2).

Рисунок Е.1 - Схема перемещения горелки
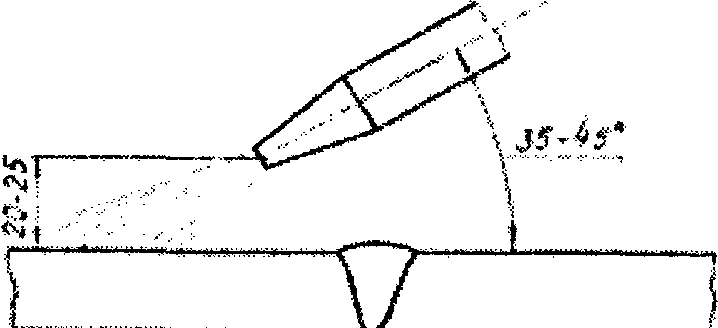
Рисунок Е.2- Относительное расположение детали и горелки
Скорость перемещения пламени по поверхности детали должна быть 25-35 мм/с. При таких условиях каждая зона поверхности, что зачищается, находится под воздействием пламени не более 6 с., а температура на поверхности металла не превышает 100°С (рисунок Е.З) независимо от толщины свариваемых элементов.

Рисунок Е. С - Зависимость температуры поверхности металла от времени обработки пламенем горелки
При каждом проходе горелки зачищается полоса в ширину 25-30 мм Расходы времени на выполнение этой работы составляют ориентировочно 15-20 с на 1 дм2 поверхности изделия.
Перед проведением УЗК зачищенную термическим способом поверхность следует дополнительно протереть тряпкой.
Добавление Же
к п. 5.4.7 нормативного документа Минтопливэнерго
Украины «Ультразвуковой контроль сварных
соединений элементов котлов, трубопроводов и посудин»
Методические указания из контроля на акустическую
прозрачность зоны металла, прилегающей к сварному соединению
Эти указания учитывают положение ГОСТ 14782 и ГОСТ 17410 и применяется для контроля основного металла, прилегающего к сварному соединению трубопроводов, коллекторов, посудин и барабанов котлов с толщиной стенки более 6 мм, с целью оценки контроль пригодности сварного соединения. На контроль поверхностей теплообмена эта методика не распространяется.
Контроль выполняется из двух сторон шва по всей поверхности участков, зачищенных для контроля сварных соединений призматическими ПЕП.
Используются ультразвуковые дефектоскопы или дефектоскопи-товщиноміри в режиме контроля нормальными раздельно-совмещенными или совмещенными ПЕП на частотах 5,0; 2,5 и 1,8 Мгц согласно с таблицей Ж.1.
Таблица Ж.1 - Рекомендована ПЕП и боковые отверстия для настройки чувствительности
|
Толщина стенки, мм |
Рекомендован ПЕП |
Глубина расположения бокового отверстия в СЗ № 1 по ГОСТ14782, мм |
|
1 |
2 |
3 |
|
5-Ю |
П 112-5,0 |
10 |
|
11-15 |
П І12-5,0 |
15 |
|
16-20 |
П І12-5,0 |
20 |
|
21-25 |
П І12-5,0 |
25 |
|
26-30 |
П 112-2,5 |
ЗО |
|
31-35 |
П 112-2,5 |
35 |
|
36-40 |
П 112-2,5 |
40 |
|
41-45 |
П 112-2,5 |
45 |
|
46-50 |
П 112-2,5 |
50 |
|
51-55 |
П 112-2,5 |
55 |
|
56-60 |
П 112-2,5 |
60 |
|
61 и больше |
П 112-1,8 |
АВД-диаграмма или СЗП |
При толщине изделия до 60 мм включительно допускается настройка чувствительности посредством боковых отверстий в СЗ № 1 (таблица Ж.1) с выведением сигнала от отверстия на среднюю линию развертки или на другой уровень, указанный в инструкции по эксплуатации дефектоскопа.
При контроле элементов толщиной свыше 60 мм настройки чувствительности следует выполнять по АВД-диаграммам (шкалах) для соответствующих ПЕП.
Следует помнить, что вид сигнала от несуцільностей могут иметь сигналы от розкатаних включений сульфидов, которые несколько уменьшают амплитуду донного сигнала, но вполне его не экранируют. В этом случае необходимо выполнить контроль из противоположной стороны изделия и провести дополнительный контроль призматическим ПЕП с целью определения объемности включений.
Признаком акустической прозрачности металла является наличие постоянного донного сигнала и отсутствие эхо-сигналов в зоне между зондирующим и донным сигналами с амплитудой, больше уровня установленной чувствительности.
За результатами контроля металл может быть признан:
а) акустически прозрачным, пригодным для контроля, если на уровне чувствительности, установленной согласно с Ж.4 и Ж.5 при сканировании постоянно наблюдается донный эхо-сигнал;
б) частично акустически прозрачным пригодным для контроля, если рядом с наличием отдельных небольших эхо сигналов от несуцільностей донный сигнал наблюдается постоянно с амплитудой, что отличается от амплитуды донного сигнала на акустически прозрачном участке не более
чем на 3 дБ;
в) акустически непрозрачным полностью или частично, когда донный сигнал отсутствует полностью или в отдельных зонах.
Сведения о проведении контроля на акустическую прозрачность и его результаты должны быть зафиксированы в заключительных выводах.
Добавление И
к п.5.4.8 нормативному документу Минтопливэнерго
Украины «Ультразвуковой контроль сварных
соединений элементов котлов, трубопроводов и посудин»