

10.3 Настройка дефектоскопа
10.3.1 Настройка глубиномера дефектоскопа для измерения координат несуцільностей для изделий с толщиной до 8 мм осуществляется по СЗП (рисунок 10.1).
10.3.2 Установку рабочей зоны контроля дефектоскопа с преобразователем следует осуществлять посредством глубиномера, предварительно настроенного согласно с 10.3.1.
Допускается установление зоны контроля как по сигналам от искусственных отражателей, выполненных на минимальной и максимальной глубинах расположения несуцільностей в сварных соединениях, что оказываются прямым и одноразово (двукратное) отбитыми лучами отдельно, так и по координатам глубиномера, что отвечают этим глубинам.
10.3.3 Во время контроля стыковых сварных соединений прямым лучом передний фронт прямоугольного импульса (строб-импульса) устанавливают в положение, что отвечает нулевому распределению шкалы глубиномера, а задний фронт строб-импульса устанавливают в положение, что отвечает толщине стенки (рисунок 10.2, а). Выделенная на развертке зона отвечает прохождению луча от поверхности введения к противоположной (донной) поверхности.
Таблица 10.3 - Параметры ультразвукового контроля угловых и клейм сварных соединений с плоскими стенками
|
Толщина сварного соединения мм
|
Угол введеня, град.
|
Рабочая частота, Мгц |
Стрела преобразователя, мм |
Контроль нижней части сварного соединения |
Контроль верхней части сварного соединения | ||
|
способ контроля |
глубина залегание контрольн. отражателя мм |
способ контроля |
глубина залегание контрольн. отражателя мм | ||||
|
Свыше 6 |
70 |
5 |
5 |
Прямым |
Свыше 12 |
однора- |
От 12 |
|
до 8 вкл. |
|
|
|
пром. |
до 8 вкл. |
зово від- |
до 16 вкл. |
|
|
|
|
|
|
|
битым |
|
|
|
|
|
|
|
|
лучом |
|
|
Свыше 8 |
70 |
5 |
5 |
то же |
Свыше 8 |
тоже |
Свыше 16 |
|
до 13 вкл. |
|
|
|
|
до 13 вкл. |
|
до 26 |
|
« 14 « 19 |
65 |
2,5 |
10 |
-«- |
« 20 « 29 |
-«- |
От 25 до 38 |
|
« 20 « 40 |
65 |
2,5 |
12 |
-«- |
« З0 « 40 |
-«- |
От 40 до 80 |
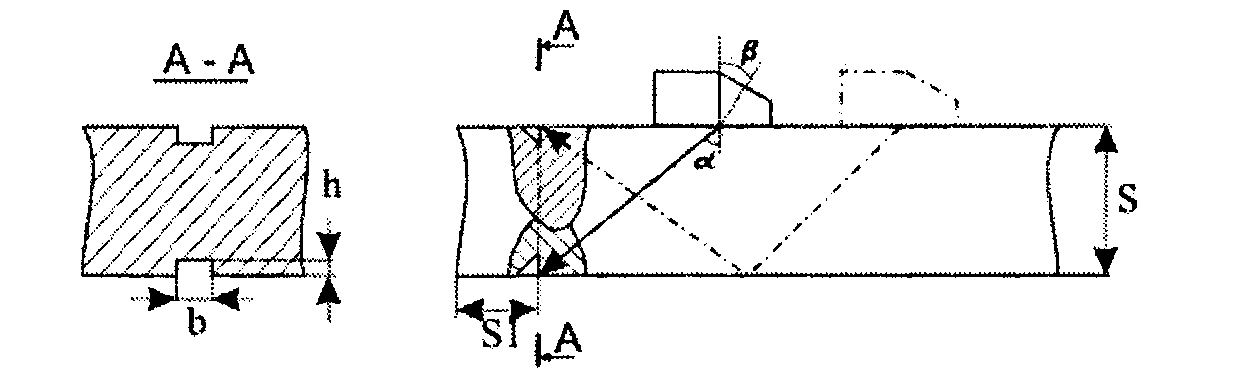
Рисунок 10.1 - Стандартный образец предприятия с угловым
Отражателем для настройки чувствительности
Во время контроля одноразово отбитым лучом передний фронт необходимо установить в положение 8, а задний - в положение 28. Выделенная зона отвечает прохождению луча через сварное соединение от нижней (донной) поверхности к поверхности введения.
Во время контроля двукратное отбитым лучом передний фронт строб-импульса устанавливают в положение 28, а задний - в положение 38. Эта зона отвечает прохождению луча через сварное соединение от поверхности введения к донной поверхности, но предварительно луч прошел через стенку сварного соединения дважды, отбившись от донной поверхности.
10.3.4 Во время контроля угловых и клейм сварных соединений прямым лучом (рисунок 10.2, бы) передний фронт строб-импульса также устанавливают за нулевым значением шкалы глубиномера, а задний фронт - в положение 8+Кь что отвечает прохождению луча (по глубине) от поверхности введения к нижней границі сварного соединения (с учетом размера катета К).

а - во время контроля стыковых сварных соединений прямым, одноразово