

(2) Индекс Cp, скорректированный на k в формуле (1) равен:
![]() (3)
(3)
Необходимо сравнивать значения Cp и Cpk. Если Cpk слишком мало, то необходимо выяснить для Cp, не слишком ли велика изменчивость. Если Cp близко к Cpk, то это свидетельствует о хорошей настройке процесса. Индекс k показывает, насколько близко среднее подошло к границам допуска и насколько далеко оно от целевого значения.
На рис. 2 - 4 в качестве примера приведены гистограммы распределения показателей прочности бетона и шероховатости поверхности лакокрасочных покрытий.
При построении гистограммы, представленной на рис.2, значения прочности при сжатии бетона (марка бетона 200) плит балконов и лоджий следующие, кгс/см2:
236, 231, 233, 233, 229, 231, 229, 231, 227, 231, 229, 227, 229, 229, 225, 227, 229, 227, 225, 229, 223, 220, 223, 223.
![]()

Рис.2. Гистограмма распределения прочности при сжатии бетона плит плит балконов и лоджий
Среднеквадратическое отклонение σ=3,38 кгс/см2
Допуски составляют: нижняя граница допуска Тн =200кгс/см2, верхняя граница допуска Тв – 250кгс/см2
![]()
![]()
![]()
![]()
![]()
![]()
Вывод: точность технологического процесса является достаточной.
При построении гистограммы, представленной на рис.3, значения прочности при сжатии бетона плит покрытий (марка 200) (летний период) следующие, кгс/см2:
151,158, 173, 163, 141, 153, 157, 169, 157, 146, 162, 149, 151, 159, 161, 166, 152, 156, 171, 147, 154, 158, 155, 168, 163, 144, 152, 160, 147, 164.
![]() кгс/см2
кгс/см2
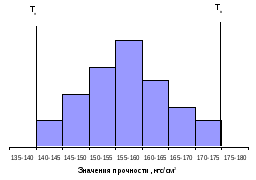
Рис.3. Гистограмма распределения прочности при сжатии бетона плит покрытий
Среднеквадратическое отклонение σ=8,03 кгс/см2
![]()
Отпускная прочность бетона в летний период составляет 70% от проектной, следовательно, допуски составляют :нижняя граница допуска 140кгс/см2, верхняя граница допуска – 175кгс/см2.
![]()
![]()
![]()
![]()
![]()
Вывод: технологический процесс требует внимательного наблюдения.
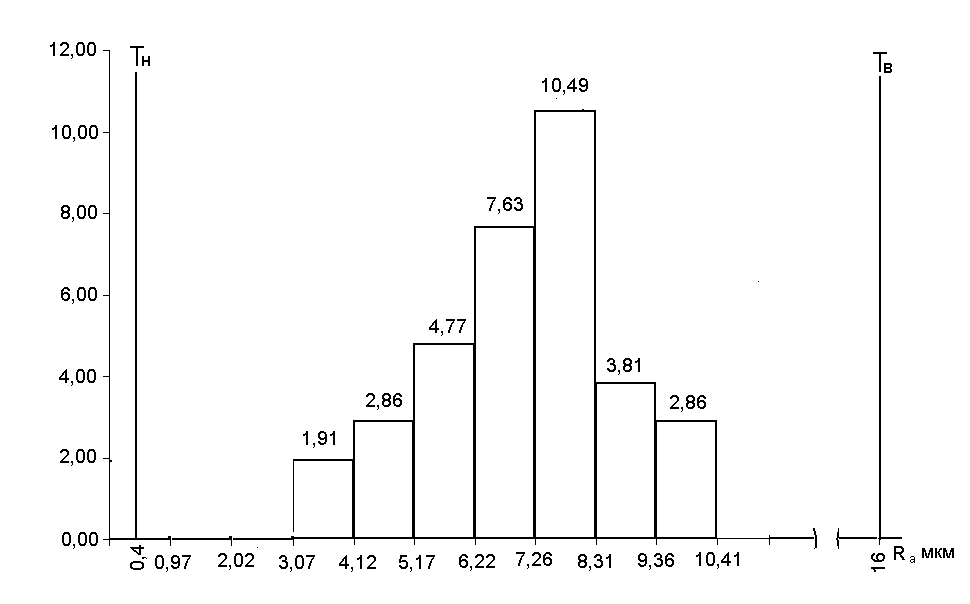
Рис. 4 а. Гистограммы частот распределения шероховатости поверхности покрытия на основе краски ПФ115, нанесенной пневмоспособом (вязкость краски 0,001.103 Пас, пористость подложки 32%)
Анализ
данных, приведенных на рис.4а,
свидетельствует, что центр распределения,
равный
![]() =6,97мкм,
и центр поля допуска, равный х=7,8мкм,
практически совпадают, широта распределения
составляет приблизительно 3/5 от поля
допуска. Следовательно, качество
продукции, в данном случае качество
внешнего вида покрытий, находится в
удовлетворительном состоянии.
=6,97мкм,
и центр поля допуска, равный х=7,8мкм,
практически совпадают, широта распределения
составляет приблизительно 3/5 от поля
допуска. Следовательно, качество
продукции, в данном случае качество
внешнего вида покрытий, находится в
удовлетворительном состоянии.
На
рис.4б центр распределения смещен.
Гистограмма смещена влево из-за своей
несимметричности (среднее значение
составляет
![]() =4,31),
центр распределения не совпадает с
центром поля допуска, составляющем
х=7,8мкм, широта распределения составляет
1/2 от ширины поля допуска. Все это
свидетельствует о получении дефектной
поверхности.
=4,31),
центр распределения не совпадает с
центром поля допуска, составляющем
х=7,8мкм, широта распределения составляет
1/2 от ширины поля допуска. Все это
свидетельствует о получении дефектной
поверхности.

Рис.4б. Гистограммы частот распределения шероховатости поверхности покрытия на основе краски ПФ115, нанесенной наливом (вязкость краски 0,001.103 Пас, пористость подложки 32%)

Рис.4 в. Гистограммы частот распределения шероховатости поверхности покрытия на основе краски ПФ115, нанесенной кистью (вязкость краски 0,001. 103 Пас, пористость подложки 32%)
На
рис.4в центр распределения, равный
![]() =4,34мкм,
смещен к нижнему пределу допуска,
составляющему 0,4мкм, центр распределения
не совпадает с центром поля допуска.
Левая сторона распределения на границе
с нижним допуском имеет вид отвесного
берега. Это означает, что нарушен
технологический процесс получения
покрытий с заданными свойствами.
=4,34мкм,
смещен к нижнему пределу допуска,
составляющему 0,4мкм, центр распределения
не совпадает с центром поля допуска.
Левая сторона распределения на границе
с нижним допуском имеет вид отвесного
берега. Это означает, что нарушен
технологический процесс получения
покрытий с заданными свойствами.
В табл.1 приведены значения индекса воспроизводимости Ср., рассчитанные с учетом допусков.
Анализ данных, приведенных в табл.1, свидетельствует, что значения индекса воспроизводимости Ср во всех случаях значительно больше 1,33, что казалось бы указывает на высокую стабильность процесса получения покрытий.
Таблица 1
Индекс воспроизводимости Ср процесса окрашивания
поверхности способом налива
|
Пористость подложки, % |
Вид краски | ||
|
МА15 |
ПФ115 |
Вододисперсионная фасадная | |
|
24 |
1,989 |
2,58 |
1,89 |
|
2,74 |
4,182 |
2,075 | |
|
28 |
2,125 |
2,65 |
2,35 |
|
2,349 |
3,26 |
2,085 | |
|
32 |
2,68 |
2,007 |
2,21 |
|
2,007 |
1,925 |
1,87 | |
Примечание: В числителе приведены среднее арифметическое значение Ср при вязкости краски ПФ115, МА15 и вододисперсионной соответственно 0,001.103Па.с, 0,00261.103Па.с и 0,0347.103Па.с , в знаменателе - при вязкости краски соответственно 0,00026.103 Па.с, 0,0014.103 Па.с и 0,013.103 Па.с
В табл.2 приведены числовые значения коэффициента k для процесса окрашивания краской ПФ115 при различной вязкости краски, пористости цементной подложки. Как видно, минимальное значение коэффициента k характерно для случая нанесения краски пневмоспособом на подложку с пористостью П=28% при вязкости краски ПФ115 h=0,001.103Па.с.
Таблица 2