

Размеры деталей для индивидуального задания
|
№ варианта |
Годовая программа выпуска, шт./год |
Размеры детали в соответствии с обозначением рис. 5 | |||||||||||||||||
|
D1, мм |
D2, мм |
D3, мм |
D4, мм |
D5, мм |
L1, мм |
L2, мм |
L3, мм |
b1, мм |
b2, мм |
R1, мм |
R2, мм |
Ra1, мкм |
Ra2, мкм |
Ra3, мкм |
T1, мм |
T2, мм |
N | ||
|
1 |
5000 |
130 |
110 |
78 |
90 |
9 |
16 |
26 |
6 |
0,5 |
5 |
1,6 |
0,5 |
1,6 |
1,6 |
1,6 |
0,4 |
0,020 |
6 |
|
2 |
7000 |
150 |
130 |
86 |
110 |
9 |
16 |
26 |
7 |
0,5 |
8 |
2,0 |
1,0 |
2,5 |
1,6 |
1,6 |
0,4 |
0,025 |
6 |
|
3 |
7500 |
100 |
86 |
62 |
72 |
6,6 |
14 |
22 |
5 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
2,5 |
2,5 |
0,2 |
0,020 |
6 |
|
4 |
900 |
170 |
150 |
110 |
130 |
9 |
18 |
28 |
8 |
0,5 |
8 |
2,0 |
1,0 |
2,5 |
1,6 |
1,6 |
0,4 |
0,025 |
6 |
|
5 |
10000 |
170 |
145 |
100 |
120 |
11 |
18 |
30 |
8 |
0,5 |
8 |
2,0 |
1,0 |
2,5 |
2,5 |
2,5 |
0,4 |
0,025 |
4 |
|
6 |
8000 |
90 |
76 |
52 |
62 |
6,6 |
12 |
20 |
5 |
0,5 |
5 |
1,6 |
0,5 |
1,6 |
1,6 |
2,5 |
0,2 |
0,016 |
6 |
|
7 |
12000 |
140 |
120 |
86 |
100 |
9 |
15 |
25 |
6 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
1,6 |
2,5 |
0,4 |
0,020 |
6 |
|
8 |
11000 |
115 |
100 |
75 |
85 |
6,6 |
14 |
22 |
6 |
0,5 |
5 |
1,6 |
0,5 |
1,6 |
2,5 |
2,5 |
0,2 |
0,020 |
6 |
|
9 |
11000 |
165 |
145 |
107 |
125 |
9 |
18 |
28 |
7 |
0,5 |
8 |
2,0 |
1,0 |
1,6 |
1,6 |
1,6 |
0,4 |
0,025 |
6 |
|
10 |
6000 |
140 |
115 |
76 |
90 |
11 |
16 |
28 |
7 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
1,6 |
1,6 |
0,4 |
0,020 |
4 |
|
11 |
14000 |
160 |
140 |
102 |
120 |
9 |
16 |
26 |
7 |
0,5 |
8 |
2,0 |
1,0 |
2,5 |
2,5 |
2,5 |
0,4 |
0,025 |
6 |
|
12 |
5000 |
175 |
150 |
105 |
125 |
11 |
16 |
28 |
8 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
1,6 |
1,6 |
0,4 |
0,025 |
4 |
|
13 |
8000 |
190 |
165 |
122 |
140 |
11 |
18 |
30 |
9 |
0,5 |
8 |
2,0 |
1,0 |
2,5 |
2,5 |
2,5 |
0,4 |
0,025 |
4 |
|
14 |
9000 |
200 |
175 |
130 |
150 |
11 |
20 |
32 |
9 |
0,5 |
8 |
2,0 |
1,0 |
1,6 |
1,6 |
2,5 |
0,4 |
0,025 |
4 |
|
15 |
11000 |
160 |
135 |
84 |
110 |
11 |
15 |
27 |
7 |
0,5 |
8 |
2,0 |
1,0 |
2,5 |
1,6 |
2,5 |
0,4 |
0,025 |
4 |
|
16 |
12000 |
110 |
90 |
62 |
72 |
9 |
15 |
25 |
5 |
0,5 |
5 |
1,6 |
0,5 |
1,6 |
2,5 |
2,5 |
0,4 |
0,020 |
4 |
|
17 |
7000 |
180 |
155 |
108 |
130 |
11 |
20 |
32 |
8 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
1,6 |
1,6 |
0,4 |
0,020 |
4 |
|
18 |
10000 |
100 |
80 |
52 |
62 |
9 |
12 |
22 |
5 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
2,5 |
2,5 |
0,4 |
0,016 |
4 |
|
19 |
14000 |
125 |
105 |
72 |
85 |
9 |
15 |
25 |
6 |
0,5 |
5 |
1,6 |
0,5 |
2,5 |
1,6 |
1,6 |
0,4 |
0,020 |
4 |
|
20 |
8000 |
150 |
125 |
86 |
100 |
11 |
16 |
28 |
6 |
0,5 |
5 |
1,6 |
0,5 |
1,6 |
1,6 |
1,6 |
0,4 |
0,020 |
4 |
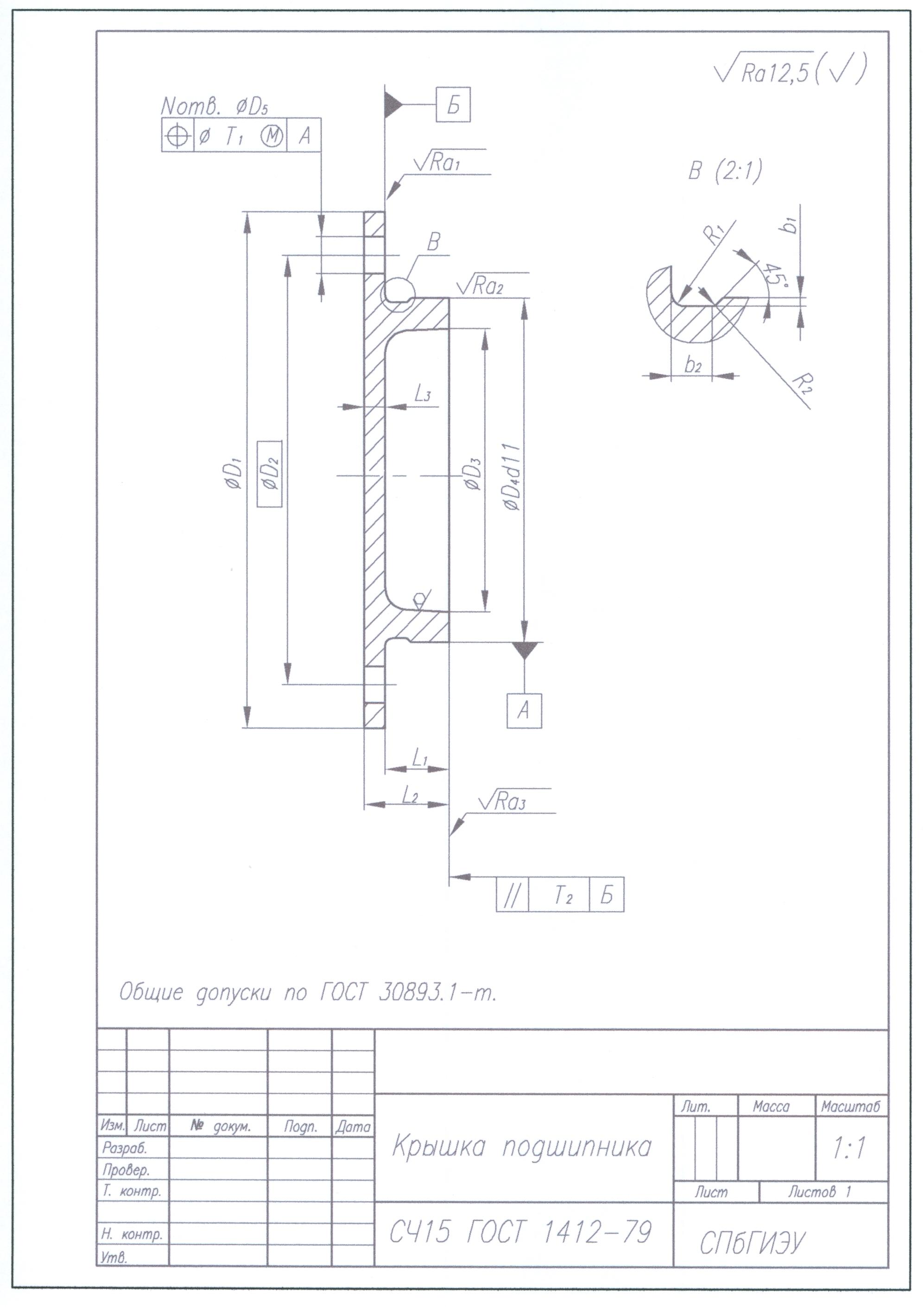
Рис. 5. Обозначение размеров детали для индивидуального задания