

АПП курсовик / 5551 АПП / Курсовой проект / Обработка на станках с ЧПУ / Сборник задач
.pdf
|
Окончание табл. 4.1 |
Частота вращения шпинделя, об/мин: |
|
1-й диапазон |
12…318 |
2-й диапазон |
30… 875 |
3-й диапазон |
80…2188 |
Подачи, мм/об: |
|
продольная |
0,01… 40 |
поперечная |
0,005…20 |
Скорости быстрых перемещений, мм/мин: |
|
продольное |
7500 |
поперечное |
5000 |
Дискретность перемещений, мм: |
|
продольное |
0,01 |
поперечное |
0,005 |
Число гнезд револьверной головки |
6 или 8 |
Мощность главного электродвигателя, кВт |
11 |
Система координат станка на примере патронной обработки показана на рис. 4.2. Здесь можно выделить две характерные точки:
-нуль программы W;
-позиция смены инструмента (ПС).
Рис. 4.2. Система координат для токарного станка
Нуль программы W, как правило, совмещают с правым торцем заготовки путем его пробной подрезки в необходимый размер L от технологической базы (только для первой заготовки в партии).
82
Координаты ПС выбирает наладчик станка, принимая во внимание безаварийность работы (при вращении револьверной головки не должно быть столкновений), минимум холостых ходов и удобство обслуживания. Выбранные координаты ПС записываются в память УЧПУ и вызываются оттуда при смене инструмента или завершении программы.
Система команд УЧПУ 2Р22 имеет три основных отличия от стандар-
та ISO-7 bit.
1.Отсутствуют команды G90/G91. Размеры в абсолютах (от нуля УП) задают по адресам X, Z. Размеры в приращениях (от текущего положения) программируют по адресам U, W. При этом координаты опорных точек по оси X указывают в диаметральном выражении.
2.Отсутствуют команды G00, G01, G02?, G03. Основным режимом (по умолчанию) является движение на рабочей подаче по прямой.
Для перемещения по дуге по адресу программируют ее радиус (без знака – по часовой стрелке, а со знаком минус – против), например:
X120 Z-180 R-90.
При движении на ускоренной подаче в конце кадра ставят символ Е (признак быстрого хода), например:
X60 Z0 E.
3. Предусмотрены специальные адреса для фаски под 450 и галтели. Фаску программируют по адресу С (без знака – в сторону увеличения диаметра, а со знаком минус – в сторону уменьшения). Радиус галтели задают по адресу Q по тем же правилам.
Для смены инструмента по адресу Т указывают номер гнезда револьверной головки с нужным инструментом, например Т4. Смена инструмента происходит в два этапа. Сначала суппорт на быстром ходу перемещается в ПС, а после этого происходит поворот револьверной головки в рабочую позицию.
83
Частоту вращения шпинделя программируют по адресу S. Сначала задают номер механического диапазона (как правило, третий), а затем указывают число оборотов в минуту (без знака – по часовой стрелке, а со знаком минус – против), например,
S3 – 750
750 об/мин Против часовой стрелки 3-й диапазон
Для обработки заготовок с большим перепадом диаметров весьма эффективен режим постоянной скорости резания (V = const). Этот режим в УЧПУ 2Р22 включают командой G10, а отменяют – с помощью команды
G11 (n = const).
Рабочую подачу программируют по адресу F c размерностью мм /об, например F0.15. Следует отметить, что для стандартных циклов нарезания резьбы резцом (L01) и метчиком (L07) подача, равная шагу резьбы, является параметром цикла.
5. Многооперационный станок 2202ВМФ4 с УЧПУ 2С42
Станок 2202ВМФ4 предназначен для комплексной обработки корпусных заготовок. В его конструкции нашли отражение основные особенности многооперационных станков (МС) фрезерно-сверлильно- расточной группы: горизонтальная компоновка, поворотный стол, автоматическая смена инструмента и др. УЧПУ 2С42 обеспечивает большинство функций, необходимых для современного станка подобного класса: многокоординатную обработку, коррекцию на инструмент, постоянные циклы, подпрограммы и т. д. [4].
Общий вид станка показан на рис. 5.1, а основные технические характеристики станка представлены в табл. 5.1.
84
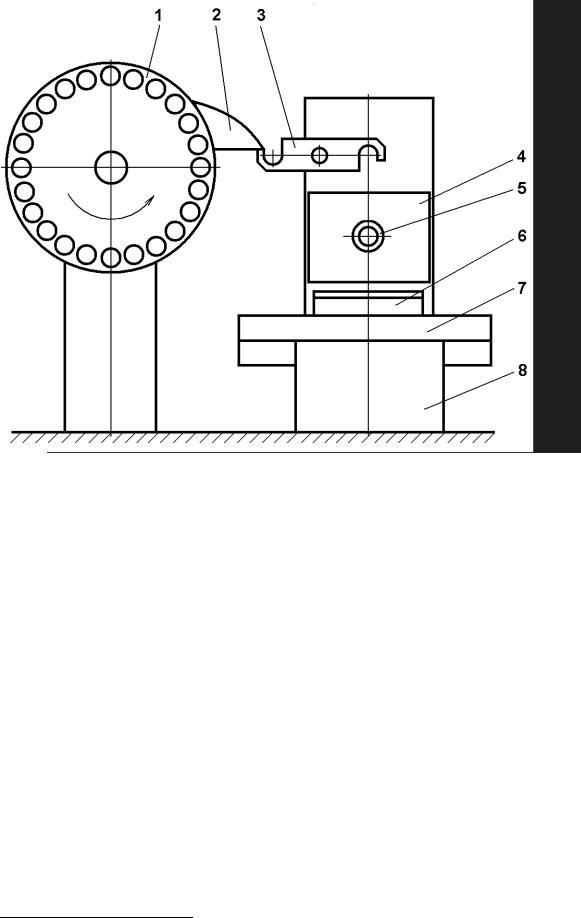
Рис. 5.1 Общий вид станка 2202ВМФ4 На основании 8 смонтированы крестовый стол 7 с поворотным сто-
лом 6, шпиндельная бабка 4 со шпинделем 5 и автооператор 3. Станок оснащен инструментальным магазином 1 и перегружателем 2.1
|
Таблица 5.1 |
Технические характеристики станка 2202ВМФ4 |
|
|
|
Характеристики |
Значение |
Мощность привода главного движения, кВт |
6,3 |
Мощность привода подач, кВт |
2,8 |
Частота вращения шпинделя, об/мин |
40…3150 |
Максимальная частота вращения шпинделя в следящем ре- |
500 |
жиме, об/мин |
|
Рабочие подачи по осям X, Y, Z, мм/мин |
1-4000 |
Скорость быстрого хода по осям X, Y, Z, мм/мин |
10000 |
Расстояние от оси шпинделя до зеркала стола (min/max), мм |
90/410 |
Расстояние от торца шпинделя до оси поворотного стола |
|
(min/max), мм |
90/410 |
1 Конструктивное исполнение гнезд магазина и их количество показаны условно.
85
|
Окончание табл. 5.1 |
|
|
|
|
Диапазон перемещений: |
|
|
по осям X, Y, Z, мм |
|
320 |
по оси B, град |
|
1440 |
по оси C, об |
|
4000 |
Точность позиционирования: |
|
|
по осям X, Y, Z, мкм |
|
12 |
по осям B, C, с |
|
±5 |
Наибольшая масса заготовки, кг |
|
150 |
Наибольший диаметр обрабатываемого отверстия, мм: |
|
|
при сверлении |
|
40 |
при растачивании |
|
100 |
Число инструментов |
|
30 |
Конус хвостовика инструмента |
|
№ 40 |
Наибольший диаметр инструмента, мм: |
|
|
при установке в соседние гнезда |
|
63 |
при установке с пропуском соседних гнезд |
|
125 |
Наибольшая масса инструмента, кг: |
|
|
при длине 100 мм |
|
10 |
при длине 200 мм |
|
6 |
Длительность цикла смены инструмента, с |
|
5 |
Система команд УЧПУ 2С42 в части G-функций практически соответствует стандарту ISO-7bit кроме следующих отличий (табл. 5.2):
Таблица 5.2 Отличия системы команд УЧПУ 2C42 от стандарта ISO-7bit
Группа команд |
Команда |
Назначение |
Позиционирование в |
G28 |
Выход в позицию смены инструмента |
базовые точки станка |
G29 |
Выход в исходное положение |
Сопряжение участков |
G36 |
Обход по дуге |
эквидистанты |
G37 |
Обход по катетам |
|
G38 |
Пересечение эквидистант |
|
G30 |
Отмена режима сопряжения |
Подвод инструмента |
G64 |
Подвод по прямой |
на эквидистанту и его |
G65 |
Подвод по дуге |
отвод с эквидистанты |
G66 |
Отвод по дуге |
Смещение нуля про- |
G71-G75 |
Установка смещений |
граммы от нуля стан- |
|
(аналог G54-G59) |
ка |
G70 |
Отмена смещений (аналог G53) |
86
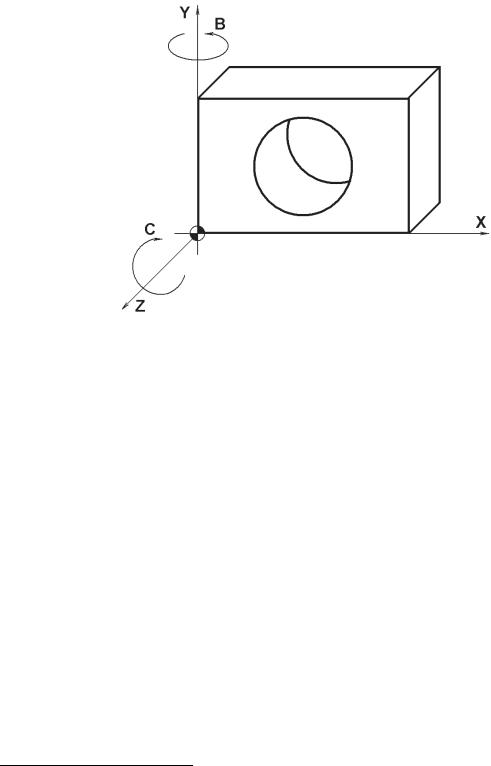
При составлении системы координат для горизонтальных станков с поворотным столом принято рассматривать заготовку со стороны шпинделя станка (рис. 5.2).
Рис. 5.2 Система координат для станка 2202ВМФ4
Кроме линейных осей X, Y, Z, здесь нужно выделить угловые координаты:
-поворот стола В вокруг вертикальной оси Y;
-программируемый поворот шпинделя С вокруг его оси Z.1
Поворот стола по координате В программируют в градусах, напри-
мер:
В90 – поворот на 90° по часовой стрелке.
Диапазон перемещений поворотного стола равен 1440° (4 оборота). Минимальное перемещение, отрабатываемое станком, составляет 1 градус. Команда на поворот стола программируется двумя кадрами, поскольку после перемещения обязательно требуется зажим координаты В:
1 Положительное направление координаты С (программируемый поворот шпинделя) на станке 2202ВМФ4 противоположно стандартному.
87

В-10.5 – поворот на 10,5° против часовой стрелки М95 – зажим стола.
Поворот стола не должен сопровождаться перемещениями по другим координатам.
Диапазон перемещений по оси С составляет 4000 оборотов. Программируемый поворот шпинделя по оси С задают в оборотах, например:
С2 – поворот на 2 оборота по часовой стрелке; С-0,5 – поворот на 0,5 оборота против часовой стрелки.
Цикл смены инструмента для станка 2202ВМФ4 включает следующие действия:
-поиск нового инструмента по Т-команде;
-ориентированный останов шпинделя по команде S0 1;
-выход рабочих органов в позицию смены (ПС) по команде G28;
-смена инструмента с помощью автооператора по команде МО6;
-отвод шпинделя с позиции смены по координате Y.
Рекомендуется программировать T- команду заранее, совмещая поиск нового инструмента, с работой предыдущего инструмента.
Ориентированный останов шпинделя необходим для того, чтобы при смене инструмента совместить две шпонки на торце шпинделя с вырезами на фланце инструментальной оправки.
Выход рабочих органов в ПС необходим для совмещения оси шпинделя с осью захвата автооператора по координате Y. Кроме того, желательно предусмотреть отвод стола по осям Х и Z на безопасное расстояние для того, чтобы исключить столкновение инструмента с заготовкой при повороте автооператора.
По команде М06 автооператор извлекает старый инструмент из шпинделя, а новый - из позиции ожидания, после чего он поворачивается на 180° и меняет инструменты местами.
1 Вместо «стандартной» команды М19.
88
Цикл смены инструмента завершается отводом шпинделя по оси Y с позиции смены не менее чем на 50 мм. Это необходимо, чтобы вывести оправку из захвата автооператора для запуска шпинделя.
На практике смену инструмента задают двумя кадрами, например:
N1 T1 |
– поиск нового инструмента |
N2 L94 |
– подпрограмма смены инструмента. |
Подпрограмма L94 реализует перегрузку нового инструмента из по- |
|
зиции ожидания в шпиндель станка: |
|
L94 |
– номер подпрограммы |
N1 S0 |
– ориентированный останов шпинделя |
N2 G28 |
– выход в позицию смены |
N3 M06 |
– включение автооператора |
N4 G91 Y-50 |
– отвод шпинделя по оси Y |
N5 M20 |
– конец подпрограммы |
С учетом емкости магазина (30 инструментов) для удобства чтения программы рекомендуется первые 30 корректоров (D01 – D30) использовать для коррекции на радиус инструментов (WX), а вторые 30 корректоров (D31 – D60) – на длину инструментов (WZ), например:
D01 - корректор на радиус для первого инструмента
D31 - корректор на длину для первого инструмента.
Скорость главного движения (частоту вращения шпинделя) непосредственно программируют по адресу S с размерностью об/мин.
Направление вращения задают с помощью знака перед значением частоты вращения: без знака – по часовой стрелке; со знаком минус – против часовой стрелки, например:
S-300 – вращение против часовой стрелки с частотой 300 об/мин. Рабочую подачу программируют по адресу F с размерностью:
-мм/мин для линейных координат X, Y, Z;
-град/мин для поворота стола по оси В.
89
Временное прекращение подачи (без выключения шпинделя) программируют функцией G04. Время паузы задают по адресу Х в десятых долях секунды. Например, паузу на 2 с программируют кадром:
G04 X20.
Команда G04 является одноразовой и действует в пределах только одного кадра, после чего возобновляется действие рабочей подачи.
Существенное расширение технологических возможностей станка обеспечивают режимы спиральной и 4-координатной интерполяции.
Спиральная интерполяция представляет собой сочетание круговой интерполяции в плоскости ХY и линейной интерполяции по оси Z. Этот вид движения программируют с помощью функций G12 и G13:
G12 – спираль по часовой стрелке;
G13 – спираль против часовой стрелки.
В плоскости ХY программируют полную окружность по тем же пра-
вилам, что и в режимах G02/G03. Длину спирали Z задают координатой конечной точки по оси Z. Шаг спирали указывают по адресу К. Отношение
Z / К должно быть целым числом, например (рис. 5.3):
G90 G17 G13 X50 Y80 I50 J50 Z20 K60 |
– |
в абсолютах; |
G91 G17 G13 X0 Y0 I0 J-50 Z-120 K60 |
– |
в приращениях. |
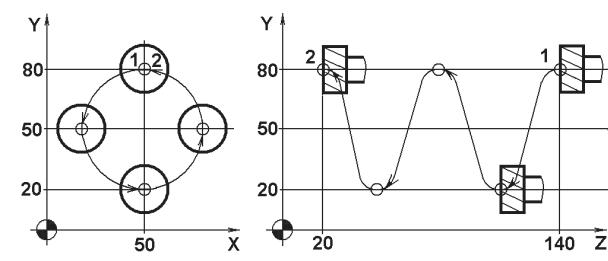
Рис. 5.3. Пример программирования спиральной интерполяции
90
Здесь запрограммирована спираль против часовой стрелки с коорди-
натами центра Х = 50 мм, Y = 50 мм и радиусом R = 30 мм. Координаты на-
чальной точки 1: Х = 50 мм, Y = 80 мм, Z = 140 мм. При этом длина спира-
ли Z = 120 мм, шаг К = 60 мм.
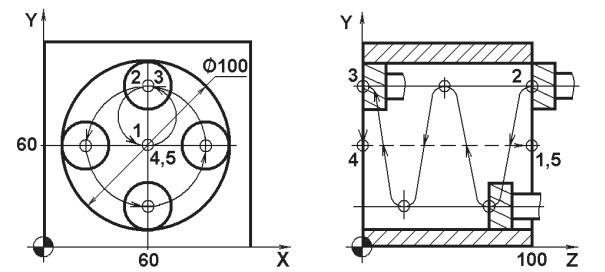
Спиральную интерполяцию можно также запрограммировать в режиме автоматического расчета эквидистанты и с учетом коррекции на длину инструмента (рис. 5.4). При этом следует помнить о необходимости уменьшения нормативной подачи с учетом радиусов фрезы и отверстия.
Рис. 5.4. Пример программирования спиральной интерполяции с коррекцией на инструмент
G90 G17 G00 X60 Y60 |
– позиционирование в центр отверстия |
G43 D01 Z100 S850 |
– подвод по оси |
G91 G65 X0 Y50 G41 D31 F100 |
– подвод на эквидистанту по дуге |
G13 X0 Y0 I0 J-50 Z-100 K50 |
– фрезерование по спирали |
G66 X0 Y-50 |
– отвод с эквидистанты по дуге |
G90 D00 Z100 |
– отвод по оси Z. |
Спиральную интерполяцию чаще всего применяют для обработки винтовых поверхностей, а также для фрезерования протяженных отверстий.
В первом случае шаг спирали К равен шагу винта, а во втором случае
91