

Винт м5×15 гост 30086-93
Винты изготавливают из стали 45 по #M12293 0 1200004986 3271140448 2543181136 247265662 4291639916 3918392535 2960271974 3445289806 3825494545ГОСТ 1050-88#S, твердость которой должна составлять не менее 37…41 HRСэ. Винт имеет метрическую резьбу по #M12291 1200008423ГОСТ 24705 с полем допуска 69, которое выбирается по ГОСТ 16093.
2.6. Проектирование сменной наладки для базирования обрабатываемой детали в кондукторе
На плоскости корпуса кондуктора устанавливаются плоские опоры (рис. 9, а) в сочетании с установочными пальцами 2, 3 и 4, которые фиксируются в корпусе 1 плоской опоры винтами 5 (рис. 9, б).
При
закреплении цилиндрических деталей в
кондукторе между поверхностью Б
кондукторной плиты и установочной
поверхностью Г
(см. рис. 1) в качестве элементов наладки
используют призматические опоры по
ГОСТ 16897-71 [7, 16]. К постоянной кондукторной
плите 2
винтами
прикрепляются призмы,
которые
при опускании кондукторной плиты 2
(см. рис. 1)
производят
ориентацию и зажим обрабатываемой
детали
в
сменной наладке скальчатого кондуктора.
Конструкция
и размеры корпуса под установочные
пальцы соответствуют указанным на рис.
9, б и в табл. 10, а конструкция и размеры
плоских опор соответствуют указанным
на рис. 9, а и в табл. 11.
Конструкция
и размеры установочных пальцев с упором
заданы ГОСТ 16898-71, установочных срезанных
пальцев с упором по ГОСТ 16899-71, установочных
цилиндрических пальцев – ГОСТ 16900-71,
установочных срезанных цилиндрических
пальцев – ГОСТ 16901-71 [8 – 11].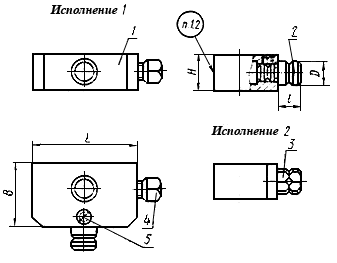
а
Базирование плоской детали с отверстиями производится по корпусам 1 плоских опор, а ориентация – по установочным цилиндрическим 2 и срезанным 3, 4 пальцам (см. рис. 9, б). При помощи штифтов или винтов корпуса опор закрепляются на столе кондуктора в вертикальной или горизонтальной плоскости в зависимости от положения обрабатываемой детали.
Рис. 9. Конструкция плоских опор (а) и
корпуса для установочных пальцев (б)
б
Таблица 10
Размеры корпуса под установочные пальцы, мм
|
#G0Обозначение корпуса |
B |
H
|
L
|
b
|
d = d1 |
d2
|
d3
|
d4
|
d5
|
l
|
l1
|
l2
|
h
|
Масса, кг | ||||||||
|
|
|
|
|
|
Н7 |
|
|
|
|
|
|
|
| |||||||||
|
7033-2991/001 |
32 |
16 |
50 |
12 |
10 |
8 |
М4 |
М8 |
10 |
20 |
5 |
8 |
8 |
0,140 | ||||||||
|
7033-2993/001 |
40 |
20 |
70 |
16 |
12 |
10 |
М4 |
М8 |
10 |
28 |
6 |
12 |
10 |
0,425 | ||||||||
|
7033-2995/001 |
60 |
32 |
100 |
18 |
16 |
12 |
М6 |
М10 |
12 |
45 |
8 |
16 |
16 |
1,350 | ||||||||
|
7033-2997/001 |
80 |
40 |
110 |
20 |
20 |
16 |
М8 |
М12 |
20 |
60 |
10 |
16 |
20 |
2,390 | ||||||||
Пример условного обозначения корпуса размером В = 32 мм: