

Плита 7030-1181 гост 16890-71
а б
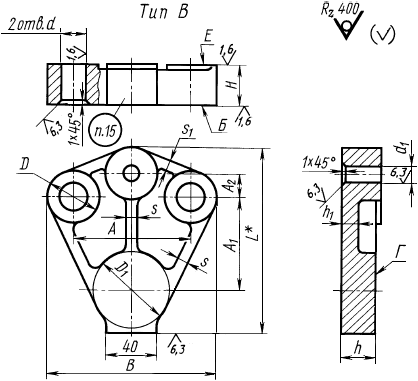
Рис. 13. Кондукторная плита типа В
( Шероховатость поверхности Г под кондукторные втулки с буртиком
Ra = 0,8 мкм;
* – Размер для справок )
Таблица 14
Размеры подъемных кондукторных плит типа В, мм
|
#G0Обозначение плит |
A, ±0,01 |
B |
L |
H |
A1 |
A2, ±0,05 |
D |
D1 |
d, Н7 |
d1 |
h |
h1 |
s |
s1 |
Масса, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
7030-1201 |
50 |
90 |
110 |
22 |
50 |
10 |
40 |
50 |
16 |
13 |
16 |
12 |
– |
– |
0,70 |
|
7030-1202 |
70 |
110 |
130 |
25 |
63 |
15 |
|
60 |
|
|
22 |
|
8 |
|
1,25 |
|
7030-1203 |
90 |
130 |
140 |
30 |
70 |
18 |
|
|
20 |
|
|
|
|
8 |
2,00 |
|
7030-1204 |
110 |
160 |
155 |
36 |
75 |
|
50 |
70 |
|
18 |
28 |
|
|
|
2,76 |
|
7030-1205 |
140 |
190 |
170 |
|
90 |
|
|
|
22 |
|
|
16 |
10 |
10 |
3,38 |
|
Окончание табл. 14 | |||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
7030-1206 |
160 |
210 |
195 |
|
105 |
20 |
|
80 |
|
|
|
|
12 |
12 |
5,54 |
|
7030-1207 |
200 |
260 |
240 |
40 |
145 |
|
60 |
|
25 |
22 |
|
|
|
|
6,50 |
Пример условного обозначения плиты типа В размером A = 50 мм:
Плита 7030-1201 гост 16890-71
Материалом для изготовления плит типов А и В является чугун марки СЧ 30 по #M12293 0 1200008656 3271140448 1574144989 247265662 4291639287 3918392535 2960271974 1944228595 4294967277ГОСТ 1412#S, который допускается заменять на чугун других марок с механическими свойствами не ниже, чем у чугуна СЧ 30. Заготовкой для изготовления плит типа Б является отливка 45Л-1 #M12293 1 1200004994 3271140448 1065595880 247265662 4291641486 3918392535 2960271974 2675300232 1442103371ГОСТ 977#S, неуказанные литейные радиусы которой должны составлять 4 – 6 мм, а формовочные уклоны выполняются по #M12293 2 1200013775 3271140448 2923056724 247265662 4291738197 3918392535 2960271974 3147946419 687369579ГОСТ 3212#S. Отливки подвергают старению.
Предельные отклонения на отливку для плит типов А и В по размерам и весу и припуски на механическую обработку устанавливают по 3-му классу точности #M12291 1200011547ГОСТ 26645#S, а для плит типа Б – по 3-му классу точности #M12291 1200011547ГОСТ 26645#S.
Допуск параллельности поверхности Е относительно поверхности Б составляет 0,02 мм на длине 100 мм. В плитах типов А и В допуск перпендикулярности осей отверстий d относительно поверхности Б составляет 0,02 мм на длине 100 мм, а в плитах типа Б неперпендикулярность осей отверстий d и d2 относительно поверхности Б – 0,02 мм на длине 100 мм.
Резьба метрическая по #M12291 1200008423ГОСТ 24705#S-2004 с полем допуска 6Н по #M12291 1200008426ГОСТ 16093#S-2004. Фаски под резьбу выполняют по #M12291 1200012239ГОСТ 10549#S.