

ЭиО ПиП
.pdfТЕМА 2. ОПЕРАТИВНО-КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ ДЛЯ РАЗЛИЧНЫХ ТИПОВ ПРОИЗВОДСТВА
Параллельное движение предметов труда по операциям
Тпар = ∑tштi + tшт гл * (n - 1)
tшт гл – технологическое время на учетную единицу продукции на главной операции
Главной называется операция, имеющая наибольшую
продолжительность обработки.
Время перерывов tперi = (tшт гл - tштi) * (n - 1)

ТЕМА 2. ОПЕРАТИВНО-КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ ДЛЯ РАЗЛИЧНЫХ ТИПОВ ПРОИЗВОДСТВА
Параллельно-последовательное (смешанное) движение предметов труда по операциям
Тпл = Ес + n * tк,
Смещения Ес = с1+с2+…+сi
Если t1=t2 или t1<t2, то с1=t1
Если t2> t3, с2 = n * t2 – (n – nтр) * t3
ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения средней нормы межоперационного времени
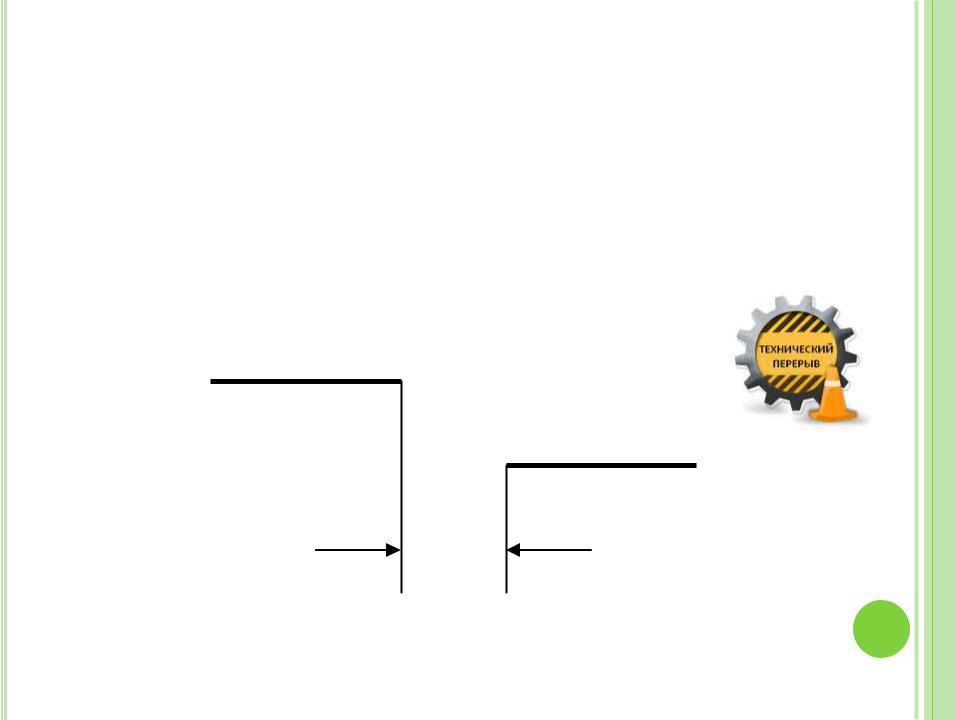
Межоперационный перерыв представляет собой отрезок времени, возникающий между окончанием обработки всей партии предметов (а не отдельного экземпляра предмета) по данной операции технологического процесса и началом выполнения следующей операции.
n × tн1j = 1
n × tн2j = 2
tмо
Иллюстрация образования положительной величины межоперационного перерыва
ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения средней нормы межоперационного времени n* × tн1j = 1
n × tн1j = 1
n × tн2j = 2
–tмо
(n – n*) × tн1j = 1
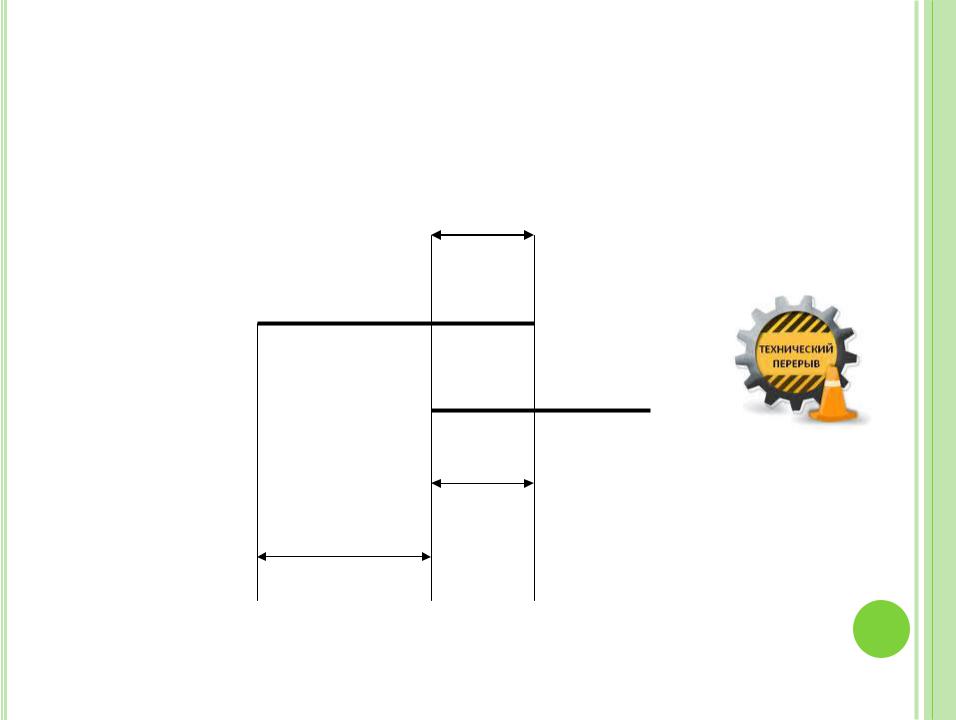
Иллюстрация образования отрицательной величины межоперационного перерыва
ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения средней нормы межоперационного времени
n × tн1j = 1
n × tн2j = 2
tмо=0
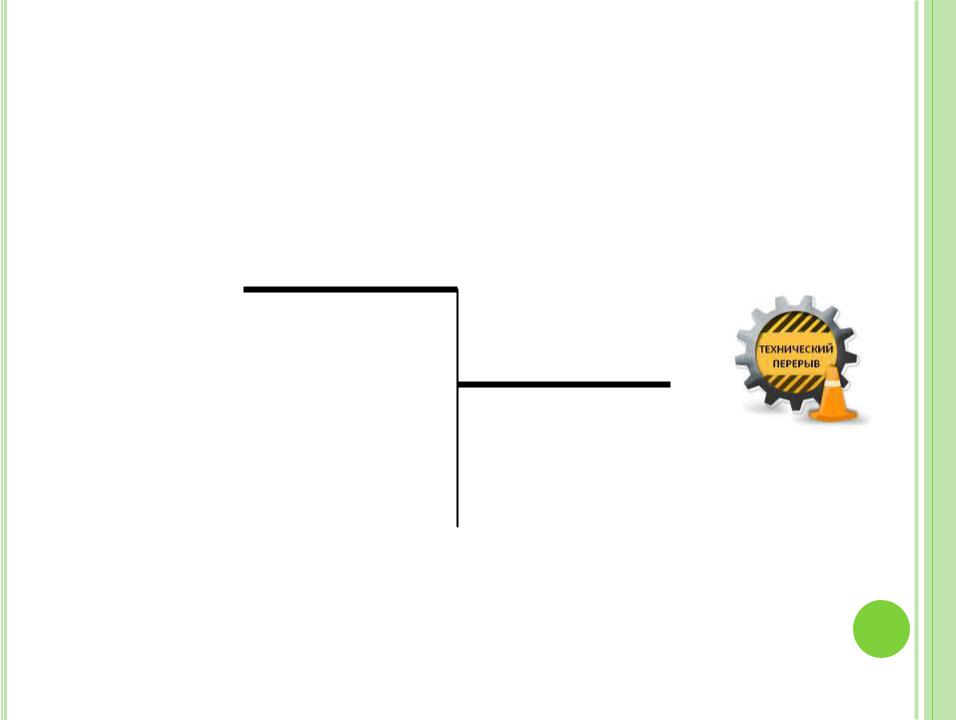
Иллюстрация образования нулевой величины межоперационного перерыва
ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения средней нормы межоперационного времени
|
Маршрут |
|
прохождения |
|
предметов |
Масштабы |
Количество |
выпуска |
тех. операций |
Уровень |
МО время |
Форма |
|
серийности |
специализ-и |
||
|
ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения средней нормы межоперационного времени
Опытные
Аналитические
• tмо = 4,7 + 0,39 Кс для деталей с Ко = 2 ÷ 4
• tмо = – 0,04 |
+ 0,45 Кс для деталей с Ко = 5 ÷ 10 |
|
• tмо = – 2,95 |
+ 0,546 Кс |
для деталей с Ко =11÷ 15 |
Статистические |
|
|
|
|
|
|
|
|||||
|
|
|
|
j |
|
|
||||||
|
|
|
Тфi |
Тобрi |
|
|
|
n tij |
|
|||
t |
|
|
i |
|
i |
Тобр |
|
|
j 1 |
, |
||
|
|
|
|
|
|
|||||||
мо |
|
Ко 1 i |
i |
Ксм j |
t |
|||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|||||
i
ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения оптимальных размеров партий предметов
Назначение
партионности
↓ подготовит.- |
↑ навыков |
Упрощение |
|
заключит. |
организации и |
||
исполнителя |
|||
времени |
планирования |
||
|
↑ |
|
↑ |
производительности |
|
производительности |
|
||
труда |
|
труда |
Лучшее
использование
оборудования

ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения оптимальных размеров партий предметов
МЕТОД 1
минимальный размер партии устанавливается в соответствии с допустимым процентом затрат подготовительно-заключительного времени в общем времени занятости рабочего места данной операцией
|
|
|
|
m |
|
|
100 tпзi |
100 |
ср |
tпзi |
nmin |
|
|||
nmin |
|
|
|
i 1 |
tштi |
||
|
|
im |
|
||||
|
|
ср tштi |
|
|
|||
|
|
|
|
||||
i1
+простота и сравнительно небольшая трудоемкость расчетов;, когда достаточно велики затраты подготовительно-заключительного времени в общем объеме работ по изготовлению деталей
-мало пригодны к применению на тех предприятиях, продукция которых характеризуется небольшими удельными затратами времени на наладку
-до конца нерешенным вопросом является установление величины допустимых затрат времени на наладку оборудования

ТЕМА 2. ОСНОВЫ ОПРЕДЕЛЕНИЯ КАЛЕНДАРНО- ПЛАНОВЫХ НОРМАТИВОВ
Методы определения оптимальных размеров партий предметов
МЕТОД 2
расчет величины партии деталей на основе показателя специализации рабочих мест, характерного для данного участка
nпр |
|
Fмес Ко |
||
Кс |
tн |
|||
|
|
|||
+обеспечивается непрерывная занятость рабочего места одной работой в течение отрезка времени, соответствующего числовому значению показателя специализации рабочих мест на данном участке
+удобен в тех случаях, когда на участке изготовляются в основном однородная по трудоемкости продукция
- не предусматривает соблюдение требования, согласно которому цехи должны обеспечивать безусловное выполнение основных техникоэкономических показателей